前回のその77に続いて解説します。
【第5章】中国企業改善指導のポイント
2、どこまで要求し指導するのか
(1)(2)は、その77に記載しています。
(3) 業種により異なる
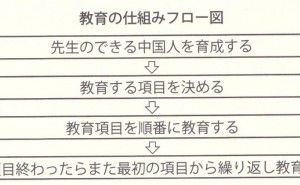
「取引先指導でどこまで入り込むか」についての考え方ですが、業種によって異なります。筆者がいた電機や機械関係の業界であれば、前述したような対応もありです。しかし食品の場合は、とことん入り込んで、例え製造委託先であっても自社スタッフを常駐させるくらいの関与が必要といえます。先方の問題であっても、1度ことが起きれば消費者は販売している企業を許してくれません。
問題点が100項目であろうが200項目であろうが、全て指摘し期限までに改善対応実施を要求し、できなければその企業とは取り引きをしないとしている企業もあります。自動車業界などは、このような対応をしています。自動車業界に入り込みたいと考えている企業(メーカー)は中国でもたくさんあるので、要求について来ることのできる企業とだけ取り引きをすることで問題がないということです。
自動車以外の業界で、そのような対応をしたら中国で取り引きできる企業は皆無になる可能性が大ですので、当初問題があっても少しずつ改善させていくことになります。
自社の置かれている状況や中国企業の対応能力など、状況に応じた方法で指導していただきたいと思います。
(4) 二つの視点で考える
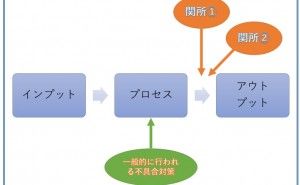
工場の品質は、不良品を「入れない」「作らない」「出さない」ことで達成できます。
品質改善を進める時は、これらを二つの視点に分けて考えます。まず短期的視点。これはすぐに結果を出すためのもので、不良品を「出さない(流出させない)」ことに焦点を当てます。次に長期的視点。これは長い目で見た改善指導で、不良品を「入れない」「作らない」に焦点を当てます。
3、二つの視点で考える ~短期的視点~
(1) モグラ叩きからの脱却
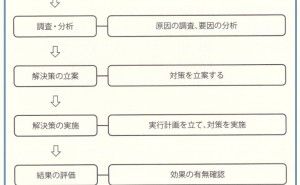
短期的視点というのは、今まさに問題となっている不良への対処をすることです。対処とは不良の発生をなくすこと、または不良の流出を止めることです。
不良の発生をなくすには、原因を究明して適切な対策を確実に行うことです。外注先において、これらが実施されていることを確かめます。ただし、発生対策に時間がかかることも現実にはあります。そうした場合は、検査で確実に検出して不良品の流出を防ぐことを求めます。
前述したように、中国工場では工場のレベルによって「不良の流出を止める」「不良の発生を減らす」のどちらを優先するかが決まります。ただし多くの中国工場の現状は、中国企業も日系企業も不良を「出さない(流出させない)」ことが十分できておらず顧客に迷惑を掛けています。ですからまず不良の流出防止の仕組みを再構築します。
不良流出防止は、今発生している不良以外についての対策にもなります。中国工場では一つの不良問題を対策しても、次...