

前回のその42に続いて解説します。
【第3章】(自社)中国工場、品質管理の進め方
【3.10 品質課題解決の順序】
(2)どの不良から手をつけるか
① 不良の流出を止める
この方法については、取引先改善指導のポイントのところで詳しく説明します。
② 不良の発生を止める
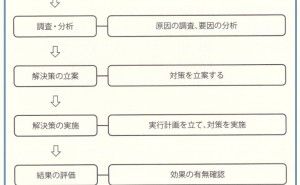
不良の発生低減に取り組む時にどの不良から取り組むのかを決めなくてはなりません。すべての不良を一度になくすことは、工数も限られておりできません。ですので、感覚やイメージに惑わされることのないようにきちんとデータを取って、パレート分析を行い、取り組む優先順位を決めます。例えば不良率の高い項目から取り組む、または不良率はそれほど高くはないが金額的に損失の大きい不良を潰すなどメリットの大きい不良の低減から取り組むようにします。これは日本の工場と同じやり方です。
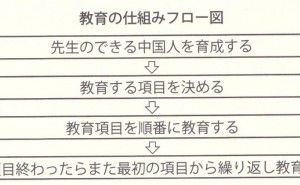
付け加えると、このようなパレート分析や取組む優先順位の付け方も中国人スタッフに教え、出来るように育成します。
【事例:例外はある】
中国工場の多くは不良の流出を止めることから始めます。しかし工場の状況によっては、それでは問に合わない場合もあります。そのような際は不良の流出を止め、不良の発生をなくすことの双方を同時に進めなくてはなりません。
ここで紹介するのは、ちょうど本書の執筆中に出合った工場の事例です。※人以外の出会いはすべて「出合い」です。
自動車向けの内装部品を生産している日系中国工場では、外観不良多発による歩留まり低下と不良流出で起きる代替品の生産や輸送にかかる経費で慢性的な赤字となっていました。
外観不良の顧客への流出が止まらない状態なので、クレーム対応に追われ本来の業務が出来ない状態でした。まずは外観不良の流出を止めることを早急に対応しなくてはなりません。一方で不良発生による歩留まりの低下も深刻で流出を止めるだけでは、赤字の解消はできませ...
































































![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















