

前回のその57に続いて解説します。
【第4章】中国新規取引先選定のポイント
◆ 中国企業と生じる意識のずれ
中国と日本では常識や考え方の基準、物差しが違っているのですから、ずれが生じます。また、製造業の歴史が長い日本では製造業として当たり前にやること、やらなければならないことが企業に染み付いているといえます。しかし歴史の浅い中国では、製造業としての当たり前が身に付いていません。そうしたことを理解させ、実施してもらうことが必要になります。
(1)品質に対する考え方
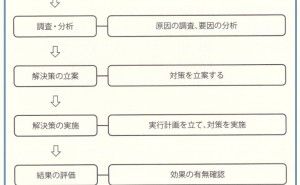
まず不良が出たときの対応に大きな違いがあります。
中国企業の場合、不良が出たら良品と取り換えれば良いと考えている会社がまだまだ少なくありません。しかし買う側が求めているのは、単なる交換ではないですね。不良の原因を調べて単発の不良なのか、他のロットに波及する可能性があるのかなどの情報が欲しい訳です。日本企業なら、そうして情報を提供してくれます。
(2)外観の品質基準
日本ではどう見ても不良と判断されるような外観不良が中国企業から納入されることが少なくありません。中国と日本では、外観品質に関する認識は大きく違います。もっとも、これは中国だけに限ったことではなく、日本人が求める外観品質は、世界一厳しいと考えて間違いありません。みなさんも実感されていると思います。ですから、どこの海外工場であっても外観品質に対する許容値は日本より甘いといえます。
(3)スペックのうたい方
自社製品のスペックの設定にも中国企業と日本企業とでは違いがあるように思います。筆者が在籍していた会社では顧客に保証するスペックを設定する場合、実力値に対して十分なマージンを取っていました。余程のことがない限り不良にはならないような設定でした。
一方競合の中国企業は、自社製品の実力値をそのままスペックとして設定していました。仮に両社の実力値が同じだった場合、実力値をそのままうたった中国企業の方がハイスペックに見えます。買う側としては、ハイスペックの方が望ましいのですから、中国企業の製品を選びたくなるのは当然といえるでしょう。
ただし気を付けなければいけないのは、実力値をそのまま表示した場合、スペックに余裕がないので...
































































![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















