
前回のその80に続いて解説します。
【第5章】中国企業改善指導のポイント
5、生産量が少ない場合に起きる問題と対応
(1) 生産量が少ない場合に起きる問題
筆者は以前電機系の部品メーカーにいたのですが、非常に生産数量の多いメーカーでした。必然的に購入している部材の数量も多くなりますので、取引先で継続的に生産されているものが大きな割合を占めていました。継続的に生産をしている製品の場合、不良品の流出を止めることを徹底していくことで、大きな効果が得られました。中国工場支援の仕事をするようになり、いろいろな工場に関与しました。その中に一つひとつの製品の生産数が非常に少ない工場もありました。生産数量が少ない製品の場合、継続生産している製品とは違う難しさがあります。
関わった工場は、やはり不良品の流出が多かったので、不良品の流出防止の徹底を行いました。これで不良品の流出はほぼなくなりました。ところが、継続生産品とは違う問題が出てきました。それは作り直しの発生です。流出防止はできましたが、不良品が減った訳ではありませんので、不良品はそれまでと同じ率で発生していました。このように不良率が高いと、良品数が出荷すべき数に対して足りなくなるのです。そうなった場合、再生産、つまり作り直しをするのが本来すべき対応です。しかし1度生産が終ったものを再生産するのは、とても手間で効率が悪いのです。中国企業の場合、作り直しをしない可能性が高いといえます。では、どういった対応をしてくるのでしょうか?2つ考えられます。
- 不良品としてはじいたものを良品に混ぜる
- 検査の基準を甘くして、出荷数量に足りるように調整する
このようなことが起きるので、十分注意が必要です。
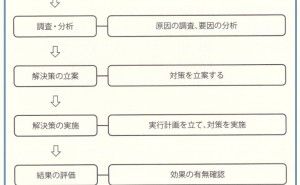
(2) 対応方法
筆者が関わった工場では、このようなことを実施しました。工程単位で見た時に、一つの工程の作業が終わってからそのロットの検査をするということではダメです。これでは最終検査で不具合を見つけるのと同じです。そうではなく最初の段階から確認をしっかりする、そして途中でも確認をすることが大事です。
このように生産数量が少ないものの場合は、生産段階で不具合を見つけ、すぐ工程にフィードバックして不良品を作らないようにしないとなりません。作ったそばからすぐ検査をするイメージです。作業一検査一(不良があれば)フィードバックを行い、すぐに原因を対策して不良品が出ないようにする。フィードバックループを極限まで小さく、短くする訳です。
こう書くと簡単に出来たように感じるかもしれませんが、実際は試行錯誤しました。
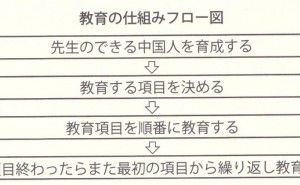
まず検査員をどこに配置するか。いくつもの工程があるので、すべてに検査員を配置することはできません。作業者が自分で確認するのが本来の姿なのですが、その時点で作業者にそれを求めるのは無理でした。甘い検査となってしまうからです。
そこで、不良の発生しやすい工程に検査員を配置するようにしました。100個くらい生産し、それを検査すると不...