前回のその33に続いて解説します。
【第3章】(自社)中国工場、品質管理の進め方
【3.4 三つの歯車の実践で管理された工場にする】
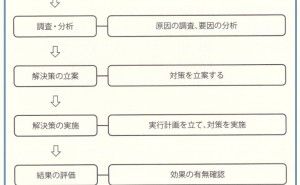
第3章の冒頭で中国工場品質管理の三つの歯車について説明しました。それぞれの歯車を順番に回して、全体を回していきます。ここでは、その第一の歯車と第二・第三の歯車の具体的な関係を説明したいと思います。
第一の歯車は、3Mをきちんと整備することでした。 3Mには必ず人が付いて回ります。まず、人に関する部分を整えることが重要です。
管理された工場のイメージとしては人(従業員)をしっかり教育することで個人の力と各部門の組織力を高める、結果、それが管理された工場になるというものです。
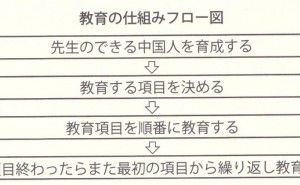
最初に工場の仕組みやルールを作ることが必要です。その仕組みの中に教育の仕組みも作ります。継続的、計画的に教育ができるようにしなければなりません。この教育によって従業員のレベルアップを図ります。
人が絶えず入れ替わるのではレベルアップは望めないので、従業員を定着させるための手立てを打つことが必要です。工場の仕組みの中に従業員を定着させるための仕組みも持たせるということです。多くの中国工場は、この視点が欠けています。教育と定着で従業員のレベルアップを実現し、それによってそれぞれの部門力(組織力)のアップにつなげます。
【3.5 教育と定着の具体的内容】
ここでは教育の具体的内容と定着のための考え方を説明します。
(1)教育の内容
3Mのところでやったように、ここでも工場のポジションごとに区分して考えなくてはいけません。
① 作業者への教育内容
作業者への教育内容は、作業するためのスキルと品質基礎教育の二つだけで構いません。
品質に関する教育は、難しいことを教える必要はありません。中国工場を指導してきて感じるのは、作業者たちはこうした教育を受けたことがないということです。ですから当然知識や認識はないということになります。基本的な内容でよいので体系的に教えることが大事で有効です。
② 組長・班長への教育
管理・監督者である組長や班長は、作業スキルと品質基礎教育はマスターしていることが前提になりますOこれら内容を作業者に教えることが求められ、実践していくことが組長や班長の役割となります。
教育すべき内容としては、元々作業者であった人が組長や班長になったからと言ってすぐに管理業務ができるようになることはないので、作業者を管理するためのマネジメント教育をする必要があります。また、上司(科長)、部下(作業者)それぞれと意思疎通が必要で...