

前回のその56に続いて解説します。
【第4章】中国新規取引先選定のポイント
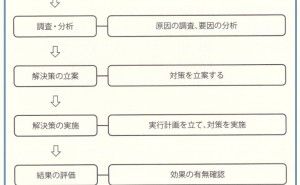
4.2 意識のずれを解消する
中国企業との取り引きにあたっては、前述した日本企業との違い、つまりギャップを埋める作業をしなければなりません。日系企業を相手に取り引きする時と同じスタンスで臨んではいけません。筆者の経験上よく問題となるポイントをまとめました。
(1) 品質に対する考え方
不良が出た時の対応に違いがある。中国は取り換えれば良いと考えている。
(2) 外観の品質基準
日本と中国とでは持っている基準が異なる。日本の基準は世界一厳しい。
(3) スペックの謳い方
中国企業は実力値をそのままスペックにする。日本企業はゲタをはかせる。
(4) 4M変動管理
中国企業はまだこの管理の必要性・重要性を認識していない
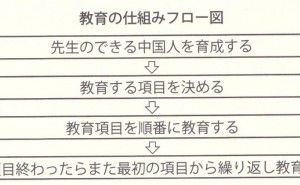
◆ 買う側と売る側の意識を合わせる
これは、日本企業同士でも起きる問題です。「買う側=使う側」と「売る側=作る側」との常識や当たり前が違うということです。作る側としては、作る時に押さえるべき項目があるのですが、それが使う側が重要視している項目と一致しているとは限らない訳です。それをお互い相手も自分たちと同じ認識でいると思ってしまうのです。使う側から重要視する項目などをしっかりと伝えること、どのように取り扱うのか、どのように使うのかなどの情報も作る側に伝えることが必要です。それによって「お互いの思い込み=意識のずれ」をなくします。
以前プリント基板を使っていた時にあった事例です。
あるプリント基板メーカーB社では、顧客のA社が設計した形状の基板を同じ向きにした原板設計にしていました。A社はメーカーから出された図面をそのまま承認しました。プリント基板は原板の大きさは決まっているので、その大きさの中で、いかに取り数を多くするかでコストが変わってきます。お互いに何の問題もなく何年も生産を続けていました。
ある時A社がB社の工場監査のために訪問しました。その時、B社の技術者との打合せで「原板から基板の打ち抜き(取り出し)は、ロボットでやっていると認識している。ロボットで抜くので、方向性を合せるため同じ向きに設計した」との話がありました。
しかし実際はA社ではロボットではなく、人が手で抜いていたのです。抜いた後も基板の方向性を気にすることなく箱に入れてい...


































































![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















