

前回のその80に続いて解説します。
【第5章】中国企業改善指導のポイント
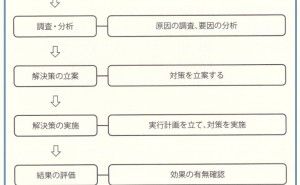
4、不良を外に出さない仕組みづくりを
【工場基本管理】
(2) 識別管理
次の2点は工場管理において基本中の基本です。
識別:ものの区分、ポジション
エ場内にあるものが何か、どのポジションのものか、すべて区分されていること
例えば、検査前・検査後、加工前・加工後、良品・不良品など
表示:識別できるように明示する
例えば、部品表、置場表示、立札など
これらが出来ていないと、不良品が良品と混ざったり、流出させたり、工程飛ばしが起きます。レベルの低い中国企業の工場でも、この識別管理はそこそこ出来ています。しかしそこそこではダメで、これは100%を求めます。一つ識別できていないものがあるとそれが不良品になり、流出につながるからです。
読者の方が中国企業の工場を監査すれば、一つ二つは識別が不十分だったり、表示が漏れているものを見つけると思います。先方は「たまたまこの一つだけです」と言い訳するでしょうが、取引先で見つけた一つの識別管理不具合を許してはいけません。
また、このような事例もありました。
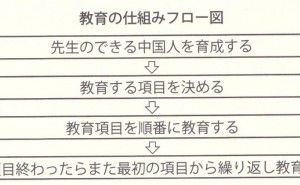
ある工場で現場に仕掛品置場があったのですが、何がどこに置いてあるかちょっと見ただけでは分からない状態でした。分かりにくいと指摘すると先方は「工場の慣れた作業者ならすぐ分かります」と回答してきました。これはダメです。工場で作業しているのは、慣れた人ばかりではありません。特に中国工場は人の流動性が高く、常に新人がいるのですから。
(3) 製品の扱いによる検査後の不具合
中国工場の倉庫作業現場にずっといると、かなりの確率で箱や製品などを投げる光景を見ることができるのではないでしょうか。このように倉庫で製品や部品を乱暴に扱っていると、それによる不具合が発生する可能性があります。厄介なのは、倉庫にある出荷待ち品は既に出荷検査が終わった品物であるということです。倉庫での乱暴な扱いのせいで不良品になったとしても、取り除かれることなく顧客の手元に届くことになります。
丁寧な荷扱いをしてもらうために必要なのは、そこで作業している人たちの仕事と品質に対する意識があるかということです。そして自分たちが扱っている製品がどのようなものなのか、乱暴な扱いをしたらどうなってしまうのかを知ってもらうことも重要です。ここでも管理者がキーパーソンと...

































































![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















