今回、紹介するプレスメーカーは、株式会社Tです。同社は、自動車部品において60tプレスから300tまでのプレス量産加工を行い、最新のサーボプレスも有効に活用しています。
【目次】
1. 590Mpaを超えるハイテン材
440Mpaから980Mpaといったハイテン材を扱う同社では、特にショット数の多い順送型などにおいて、メンテナンス頻度が従来よりも多く発生しているという問題が生じています。特に、社内で設計製作した金型よりも、協力メーカーの金型メーカーに設計製作を依頼した金型に多く問題が発生していました。
その原因の一つとして、プレスメーカーにて1万、10万ショット以上打った後の金型の状態を、金型メーカーが詳細に把握できておらず、必要な強度で金型を設計できていないためだと筆者は考えています。金型メーカーでは、どこまでの強度の構造を持つ金型を設計すればよいか、どれだけの強度の金型材料を用いればよいか、考慮することが難しくなっていると考えられます。
また昨今は、金型にかけられる予算が限られており、厳しいコストで金型製作をしなくてはならないため、金型メーカーとしても過剰な品質の設計は避けたいところです。とはいえ、金型メーカーの力量が劣ってきたとか低下しているということではなく、590Mpaを超えるハイテン材の順送プレスなど、大ロットのプレス加工において、未知なることがまだまだ多く、金型メーカーとしても情報を蓄えきれていないのが実情なのだと筆者は考えています。
2. 応力集中、金型材料の選定
同社で発生している金型破損・故障の多くは、①応力集中・座屈、②金型材料の選定、に起因しています。例えば、応力集中を起因とする破損例として、抜きや曲げのパンチに多く発生しています。
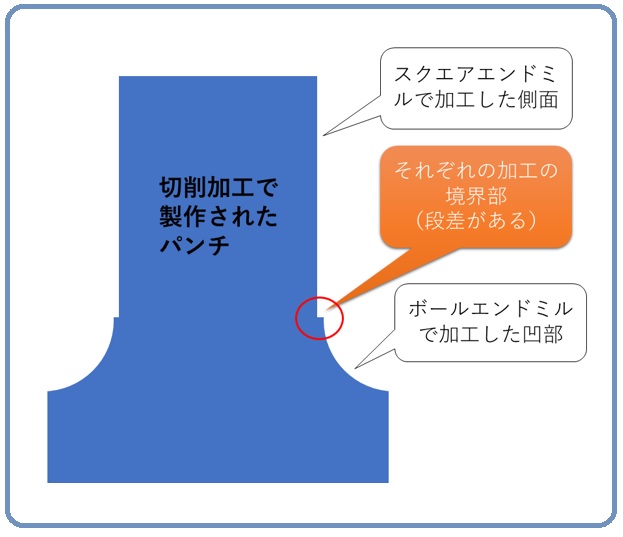
応力集中とは、パンチなどにある凹形状部において、ピン角やごく小さな凹R形状があると、プレス加工時にかかる負荷により、パンチにかかってくる荷重が分散されず、そのピン角部や小さなR部に集中して負荷がかかってくる現象です。
これにより、強度計算上、折れない太さ・長さのパンチであっても...