今回は、金型メーカーの日程計画のあるべき方法について解説します。
まず大前提として、大日程計画、中日程計画、小日程計画の3段階に分け、それぞれを正しく機能させることが重要になります。
- 大日程計画(金型ごとの管理)
- 中日程計画(部品ごとの管理)
- 小日程計画(工程ごとの管理)
ポイントは、大日程から小日程計画まで、金型ごとの大きな括りから個人レベルのスケジュールまで段階的に管理していくことです。
1. 大日程計画のあり方
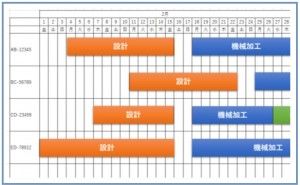
大日程計画は、下図の事例にあるように、金型ごと、納期までの日程をガントチャートなどを使って管理します。(AB-12345、BC-56789などの記号+番号は、金型ごとの品番を表現しております)
図の例にあるように、金型ごとに設計、機械加工、組み立てなど、工程ごとに切り分けて、日程計画を立てるのが良いと思います。ここでのポイントは、各工程の負荷を加味した日程計画にするかどうかの判断です。
もし負荷調整を加味した日程を立てるのであれば、例えば上図の設計日程のように、過度に重複しないよう意図的にずらすなど、負荷を調整した計画を立てることになります。また、もし各工程の負荷まで考えないのであれば、金型の最終納期から各工程のリードタイムで逆算した工程納期ありきで日程計画を立てることになります。
そして、各工程の負荷は、後述する中日程計画もしくは、小日程計画で調整することになります。どちらのパターンにするかは、大日程計画を作成する担当者が、どこまで現場の負荷状況を把握できるかによって決めれば良いと思います。
2. 中日程計画のあり方
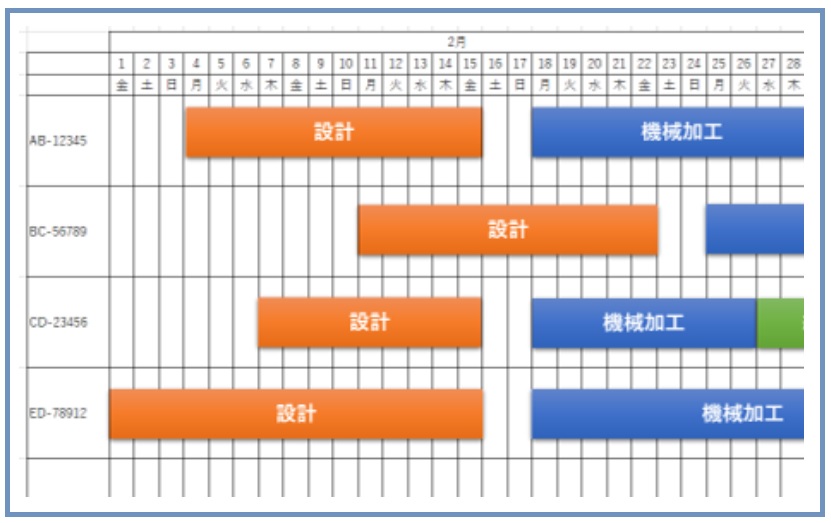
中日程計画は、下図にあるように、大日程計画で扱った金型ごとの日程ではなく、金型を構成する部品ごとの日程計画になります。
上図の例のように、部品それぞれに工程納期を設定していくのがポイントになります。こちらも大日程計画と同じように、部品ごと各工程の負荷を加味した日程計画にするか、または加味しないかの判断が分かれるところです。
もし負荷調整を盛り込むのであれば、工程ごとに想定しているリードタイム(標準工数)を基準として、特定の機械又は人に、負荷が集中しないよう適度に分散した日程計画を立てます。したがって、着手日の設定を特に重視することになります。
逆に、負荷を考えずに中日程計画を立てるのであれば、各部品の工程納期から、材料手配やCAM、マシニング加工など各工程の想定工数から逆算した工程納期を立てていき、負荷調整は後述する小日程計画で行うことになります。こちらは、工程ごとの完了予定日(工程納期)を重視することになります。これもどちらにするかは、後述する小日程計画と、中日程計画、どちらの精度を高くするかで決めれば良いと思います。
3. 小日程計画のやり方
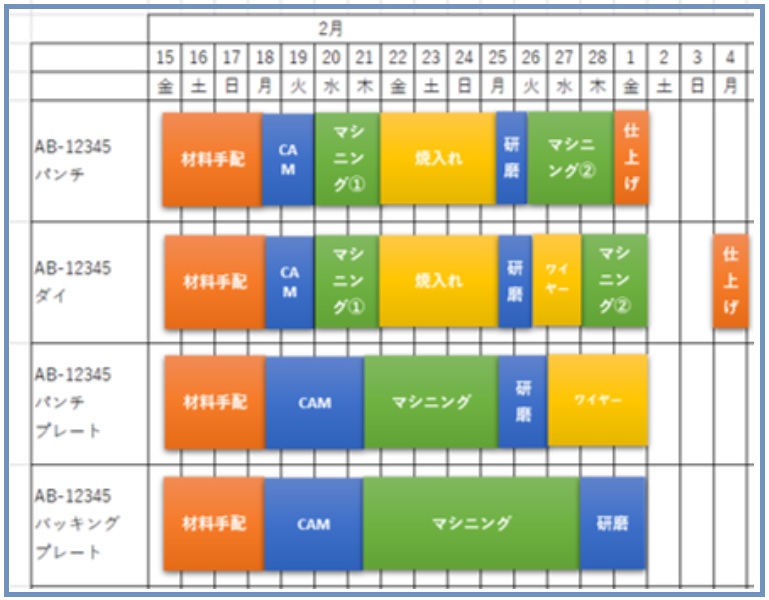
最後は、小日程計画のやり方について見ていきます。小日程計画は、下図のように、機械や人ごとの日程計画になります。これは「差し立て」とも呼ばれます。(図は「マシニングA」の差し立て盤をイメージしております)

私は特に、マシニングセンターやワイヤー放電加工機については、夜間の無人運転の予定を事前に予約で埋めておく、新幹線の座席予約のような「座席予約方式」を推奨しています。
これは、夜間の無人加工で仕掛けられるような長時間の加工は、昼間の隙間時間に差し込めないので、事前にきっちり隙間なく予約して決めておくべきだと考えているためです。この差し立て盤は、短ければ当日から三日目ぐらいまで、理想を言えば、2週間分くらいの事前スケジュールを立てられるのが望ましいです。
その理由として、そもそも差し立て盤は、現場作業者の責任負担を軽減するためにあり、「今日これだけやれば帰宅できる」という1日の作業目安を表しています。また、中期的スケジュールとして管理者にとってみれば、「2週間、現場でこれだけのスケジュールはやってもらいたい。
もしこれで金型の納期が間に合わなければ、管理者である自分が責任を持つ。だから最低限、差し立て盤どおりのノルマをこなして欲しい」という意思表示になります。つまり、この差し立て盤どおりの日程計画で間に合わなければ、それは現場作業者の責任ではなく、管理者の責任というわけです。私はそのつもりで差し立て盤の日程を立てていました。これなら、現場作業者の責任負担の軽減になります。
また現場作業者としても、2週間分のスケジュールが事前に決まっていれば、もし近々休みたい日ができたとき、残業などによる前倒し生産を行うなど、休みたい日に仕事が残らないよう自分の判断で調整することもできます。これなら、管理者も急な作業者の欠勤で困ることが減り、また作業者も気兼ねなく休むことができ、お互いにWin-Winの関係で仕事ができます。差し立て盤で小日程計画を作らずに、出たとこ勝負、やれるとこまでやろう方式で仕事を行うと、最後残った仕事を極めて短い納期で外注依頼することになり、注文単価が高くなります。
逆に差し立て盤による小日程計画で、事前にオーバーフローする部品がわかってい...



























