意外に多くのメーカーが対応できていない工具突き出し長さの問題について、今回は、すでに対応できている加工メーカーにとっては、当たり前の話なのですが、多くの金型メーカーや機械加工メーカーを診断していると、およそ7割くらいのメーカーが対応できていないCAM加工時の工具突き出し長さの考え方についてです。
ここで言う「CAM加工」とは、主に3次元CAMで作成したNCプログラムを使って、マシニングセンターやNCフライスで加工を行うものを指しています。
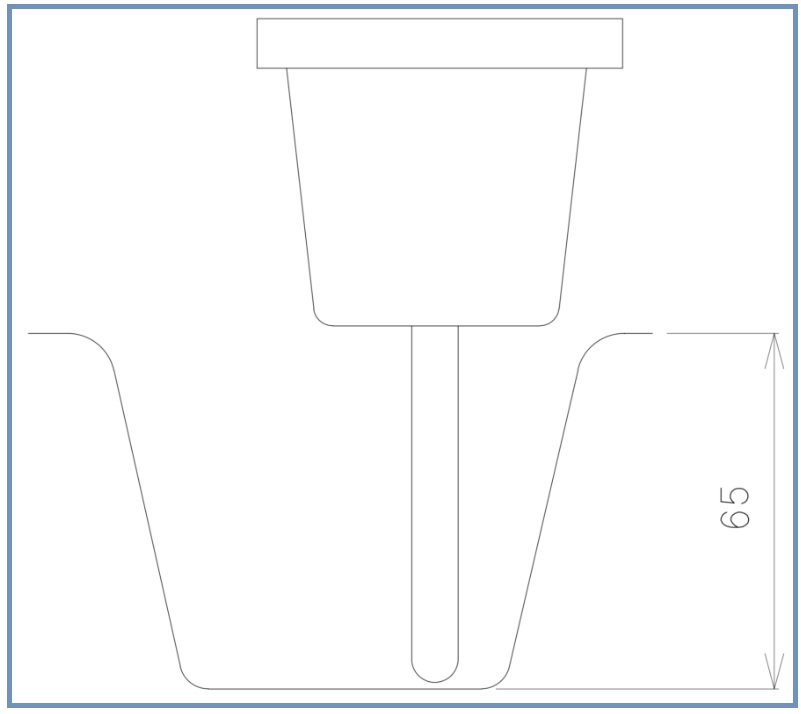
今回、問題視していることは、下図のような状況において、本来望ましい工具の突き出し長さは左側の図の状態になるのですが、CAM機能上の問題からか、右の状態の長さで機械オペレーターに指示され、実際に加工が行われていることです。
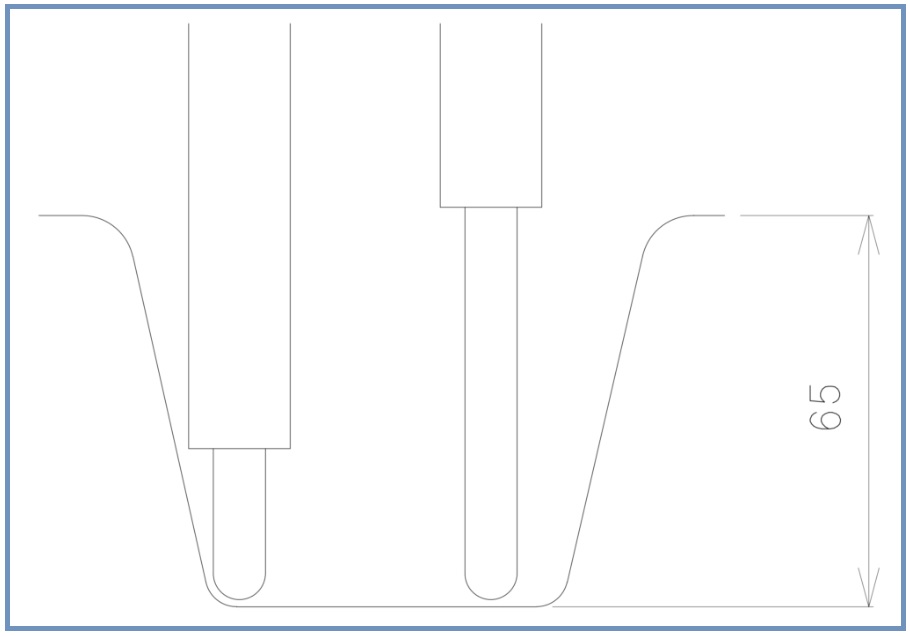
実際に多くのCAMオペレーターがとっているやり方としては、形状や、出力されたパスの最も低い(深い)Z値をもとに、例えば上図で言えば、形状の深さが65ミリなので、工具の突き出し長さを66ミリとか67ミリとし、加工指示書に記載しているやり方です。
ワークへの干渉を考慮すると、図のイメージのようなスリムタイプのミーリングチャックが使い勝手が良いので、常時このタイプのミーリングチャックを使うというセッティングはよく行われているのですが、それでしたら、左の状態のようにできるだけ突き出し長さを短くし、加工精度や出せる送り速度を上げることに配慮すべきかと思います。
また、工具径にもよりますが、図のような長い突き出しのまま加工するということであれば、下図のような剛性のあるミーリングチャックを使い、少しでも工具の逃げや倒れ、加工ビビリが起こらないよう配慮することも考えられます。
最後にまとめますと、自由曲面などの3次元形状のCAM加工については、
- できるだけ短い工具突き出し長さでツールセッティングを行う
- 可能な限り剛性のあるミーリングチャックを使う
これらに配慮することで、加工面品質・加工寸法精度・送り速度を良くしていくことにつなが...