3.「C型PDPC」の使い方
3)各ステップの進め方:【快年童子の豆鉄砲】(その85)からのつづき
【この連載の前回:【快年童子の豆鉄砲】(その85)へのリンク】
Step 4:検出された異常に対する対処方法を記入する
検出された異常に対する対処方法を記入するのですが、対処後の処置も併せて記入します。下図は、下記のような異常発生の場合の記入例です。
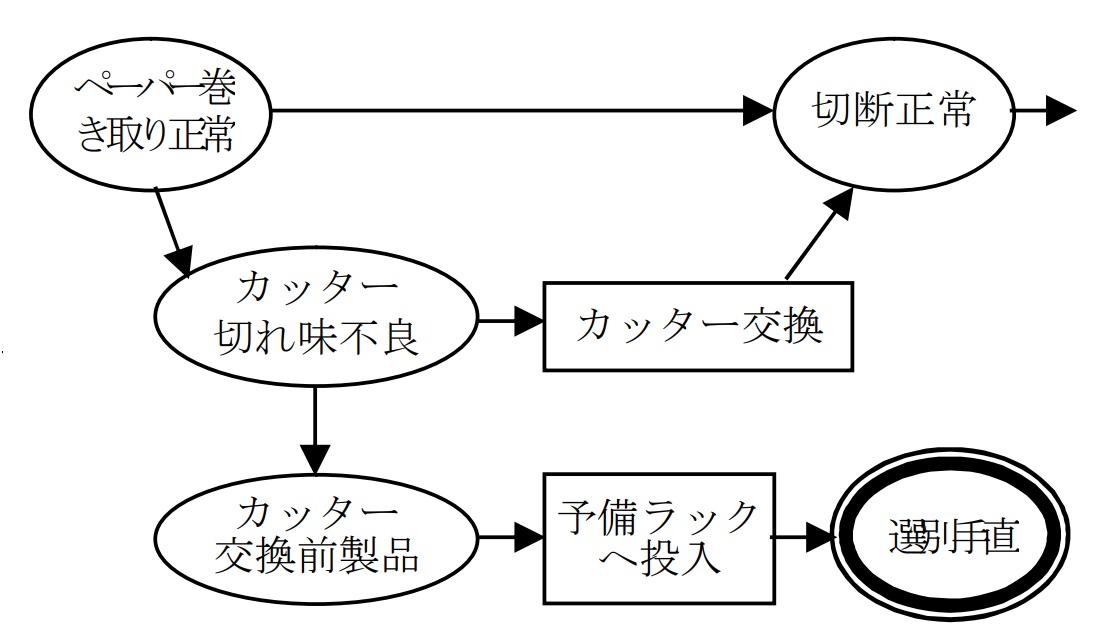
図68-1 検出異常に対する処置の記入例
ペーパー巻き出し工程が正常で切断工程に移行すべきところ、カット面のチェック時カッターの切れ味不良発生を検出、応援を得てカッターの交換をして次工程に進む。
カッター交換までの製品は、予備ラックに投入した上、選別するところまでの記入です。
「カッター交換」など、異常に対する対処内容は、上記略図の様に、表示を変えて見易いようにしておきます。
【ポイント 1】復帰処理後の製品(または部分)は、分かるようにしておく。
工程が正常に復帰したら、それ以前にできた製品の処理が大切です。製品が1つずつ出来てくる工程の場合は、製品受け箱を替えて別ロットにすればよいのですが、対象事例のように、連続して出て来る長い製品の場合は、対象部分をマークしておき、特別出荷検査をして処置を決めます。
【ポイント 2】対処レベルによっては「限定生産」を明示する。
異常の内容によっては、復帰状態が“要注意運転”のレベルにならざるを得ないケースがあります。そのような場合は、チャートの中に「限定生産」というところを作っておき、そこへ矢線を結び、特別出荷検査をして対処を決めます。
Step 5:対処方法がない場合は、右下の「生産中止」へ矢線を結ぶ。
対処方法がない場合や、あっても対処に危険を伴ったり、1つ間違うと大きな損失につながるような場合は、矢線を「生産中止」に結んでおきます。
特に「ちょっと危ないが、うまくいけば復帰できる」ような“異常”については、明確に「生産中止」としておかないと、とっさの判断に任せると、往々にして何とかしようとして事故や大損失につながるので、注意が必要です。
【ポイント 1】停台方法も明示する。
この事例もそうですが、複雑な設備の場合、停台方法を間違うと被害を大きくする場合がありますので、不具合状況に対応した停止方法を「停止作業標準」に明示する必要があります。
Step 6:各ステップを順調運転に導く推進策を上側に記入する。
下図の様に、ペーパー巻取工程そのものに対しては、ペーパー切れ監視装置が設置されており、切れると警報が鳴ります。カッター切れ味不良に対しては、チェック標準に“カット面チェック”が入っています。下図は、二つしか入っていませんが、工程により、作業標準、条件表、チェックリスト、圧力計、流量計、高さ測定板、速度測定メーターなどが表示されることになります。
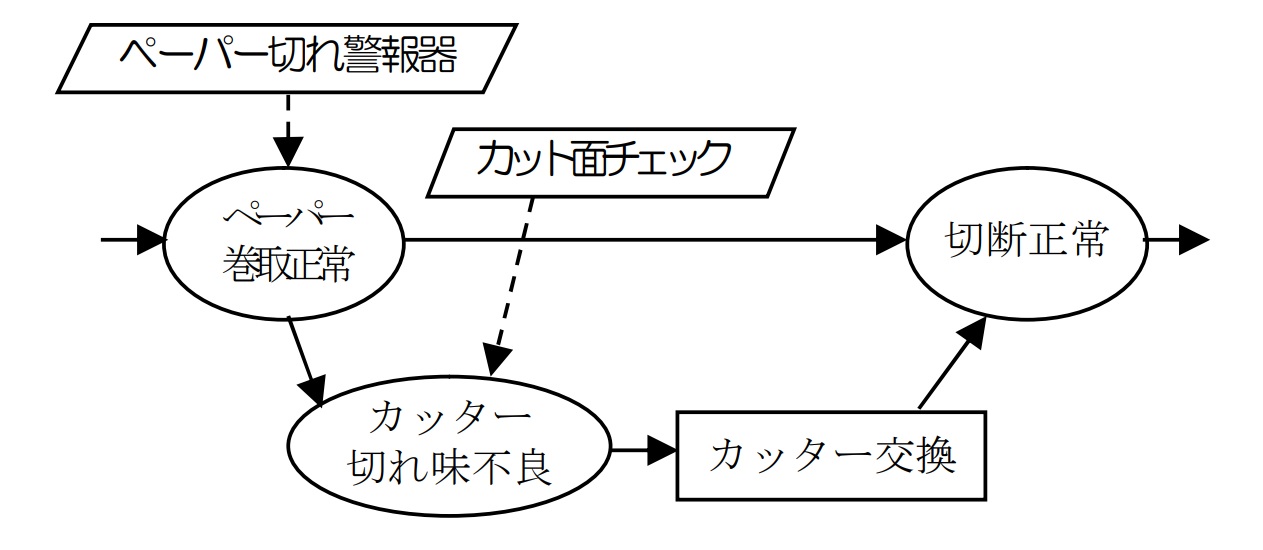
図68-2 工程の順調運転促進策の記入例
一般的に認識されているPDPCは、Step 5までで終わりなんですが、PDPCを使っての問題解決を重ねて強く感じたのは、正常なプロセスから外れるケースが起こらないようにすることが大切で、そのために“カット面チェック”のようなチェック項目があるのに、どうしても形骸化してしまって守られず、問題発生につながるケースが発生する残念さです。
その理由を考えたところ「これらを守ればプロセスは順調に進行する」という“ポジティブ思考”の場合、守り難い状況になった時、少しくらい手を抜いても大丈夫だろうという気持ちを生んでしまうのではないかと思ったのです。
そこで「これらを守らなければ、こんな不具合が発生する」と言う“ネガティブ思考”を、PDPCに絡めて表示することにより、これを守らないとこんな問題が発生するのだという危機意識が生まれ、遵守の強化に繋がるのではないかと考えてこのStep 6を追加したのです。
...