2.SQHKラインとは
前回の3)締め付けセットのSQHK化の説明に続けて、解説します。
4)SQHK化後に怪我がゼロになった理由の説明
移転後のラインの接着は、機台がシューを拡張した後でリンクを叩いてリンクを拡張させるのですが、作業者がセットや取り出しのために手を出す時は、停止しているので、本来安全なのです。
ところが、シューにBLをセットして、起動スイッチを押した後、BL(ブレーキライニング)のずれを見つけて手を出してしまい怪我をするので、両手押し釦にしたのですが同じでした。従って、可動部分は完全自動にして、安全扉を閉めて初めて稼働するようにしたのです。
この実現は実に大変で、途中何度も、挫折しそうになりましたが、「安全と品質の本質を“極める”」と言う基本方針具現を阻む障害に対して、一切の妥協をせず、徹底して排除策を追求したから実現できました。
【この連載の前回:【快年童子の豆鉄砲】(その76)へのリンク】
5)SQHK化後に大幅な省力と環境改善が出来た理由の説明
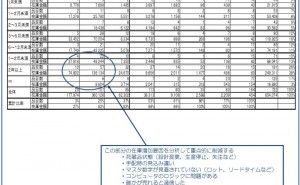
ラインのレイアウトを見れば一目瞭然です。改善前のレイアウトが図59-1、改善後のレイアウトが図59-2です。
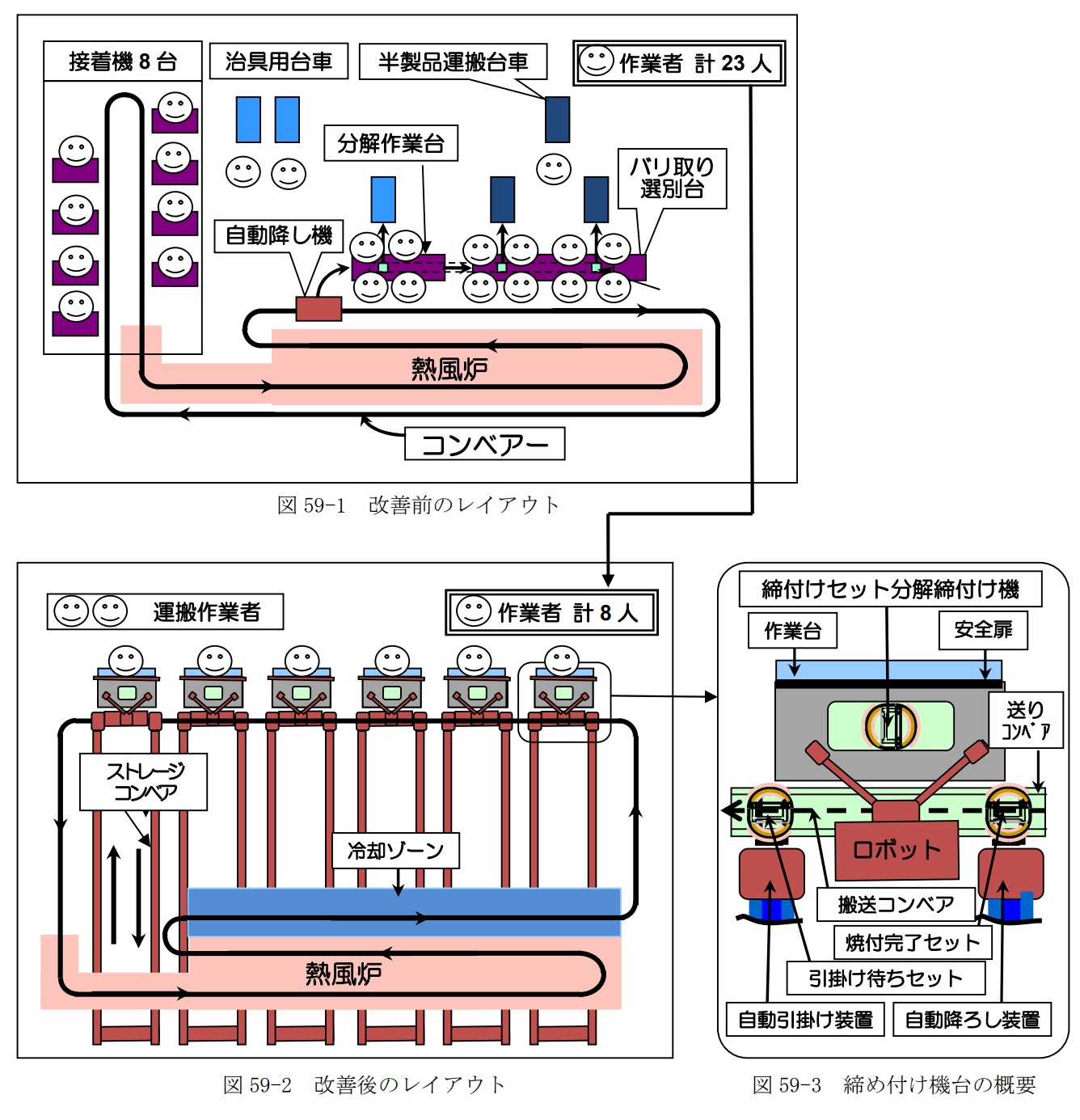
【図59-1の説明】
8台の接着機で締め付けたセットをハンガーに掛けると熱風炉で加熱され自動降し機で降ろされたまだ熱いセットを4人で分解し、SA(シューアッシー)は次に送られて8人でバリを取り、仕分けして研磨工程に運ばれます。分解工程は大変な暑さ、バリ取り工程は飛び散ったバリで作業服が汚れ、職場懇談会で改善依頼が出る理由です。
【図59-2、図59-3の説明】
締付けセットの分解締付けは、作業者が、焼付完了SAを取り出し、ブレーキシューとBLを締付けセットの分解締付け機にセットして、安全扉を閉めれば、後は自動で、締付けセットが出来上がり、ロボットが90度回転して、左のアームが締付けセットを、右のアームが焼付完了セットを取り上げ、逆方向に90度回転して、締付けセットはハンガーにセットされてコンベアへの引掛け待ちに、焼付完了セットは分解締付け機にセットされ、分解が完了すると安全扉が開いて作業者待ちになります。
締付けセットがハンガーに所定の個数セットされると、自動引掛け装置により自動でコンベアに引掛けられ、加熱炉で焼き付けられ、冷却ゾーンで冷やされて、引掛けられた機台の自動降し装置でストレージコンベア上に降ろされ、一周して、送りコ...























































































































![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















