◆ 現場は謎のベールで包まれている
今回は経営者、加工現場の部下を持つ管理者の方に読んでいただきたい内容でタイトルを「現場は謎のベールで包まれている」としました。
1、きっかけとなったある現場の問題
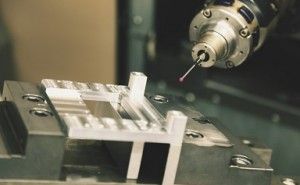
「現場は謎のベールで包まれている」は、私がコンサルティングのため、マシニング加工の現場を見させてもらった時、実際にあったエピソードから思ったことです。
これは数年前、ある社長さんの都合で廃業されてしまった会社のことです(ですから書かせていただきました)。その会社のマシニング加工の現場では、ある小物部品のミーリング加工で、仕上げ専用に使っているマシニングセンターを保有していました。
そのセンターは、いつも予定がいっぱいでパンク状態なため、社長さんとしては仕事を今以上に多く取り、売り上げを増やしたいが、その仕上げ用の機械がいつも満杯になっているため、新たな受注をとることができないという状況でした。
そこで私に相談があったのですが、その会社では他にマシニングセンターが無いかというと、旧型になるのですが、他に数台小型のマシニングセンターがありました。その機械は使えないかと質問すると、ボールねじの精度が劣化しており、仕上げ加工での寸法精度が出せないとのことでした。
メインで加工している小物部品の平均加工時間を聞くと、3時間弱でしたので、±0.01ミリの仕上がり精度が必要になる仕上げ加工は無理だとしても、荒取り加工だけでも旧型のマシニングセンターで対応できないか提案しました。
その旧型のマシニングセンターの稼働率は30%もいっていないとのことでしたので、この提案は新たな段取り工数は発生するものの、作業者の工数について新たに雇用するなど、追加の固定費を発生させなければ、全く損益に影響を与えず実行できる対策でした。
ところがその対策をやり始めた途端、以前は旧型のマシニングセンターでは寸法精度が出せないと言っていた担当者から、この旧型機械でも仕上げ加工はできるようになったとの報告がありました。結局2台以上の機械で仕上げ加工ができることになり、結果対応できる小物部品の量は増えました。
ここで「めでたしめでたし」となるのかもしれませんが、経営者さんからすると、精度が出ないから使えなかったと言っていた数年に渡る期間の売上は埋没していたことになり、一人の担当者の判断では済まない経営上の大きな問題だったと言えます。
実際は特殊な加工方法を採用したため、旧型のマシニングセンターで寸法精度が出せるようになったというわけではありません。結果だけみると、2台以上の機械を一人で回すのは大変だと担当者が判断し、旧型の機械をそのような精度が劣化した状態だと扱ったのかもしれません。
これは経営者や管理者からすると「現場は全く謎のベールに包まれている」こととなります。
2、加工現場と技術の中身
この担当者は、仕上げ専用のマシニングセンターのデータとして、ある特定の3DCAMを使っていました。また、ある部品については、使っているその3DCAMでは対応できない形状として、会社はその使用をずっと対応を見送っていました。
ところがこれも、私が別のCAMではありますが加工データを作ってみたところ、実際には特殊な形状でも何でもなく、セオリー通りの設定をすれば、問題なくパスが演算される形状でした。
これをその担当者に伝えたところ「あ、やっぱり出来ましたか!」との返事でした。これについても、経営者からすると「現場は全く謎のベールに包まれている」と感じると思います。
「一体、ウチの設備やソフトでは対応できないといっていた期間は何だったんだ」と感じると思います。
このように、経営者が加工現場の技術の深部が分からないと、全く謎のベールに包まれたままの不思議なことが沢山あると思います。
3、表面的には見えないムダなロスコスト
先ほどとは別会社の話ですが、その会社での取り組みで、社員の残業をできるだけ減らしたいという相談があったのですが、溶接製缶品のリピート品の切削加工を行っている横型マシニングセンターだけ、どうしても残業が減らないという問題がありました。
これも実際の加工の状況を確認したところ、生活のためにどうしても残業をやりたいという担当者が、ちょうど17時に夜...