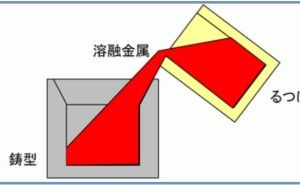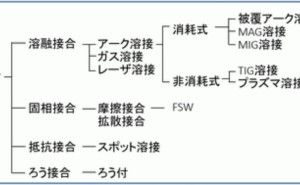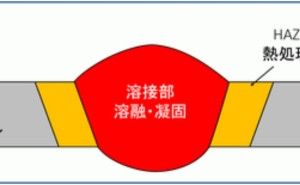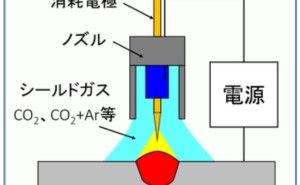
溶融接合は材料の一部を加熱して溶解し、溶加材などを加えて溶接する手法です。
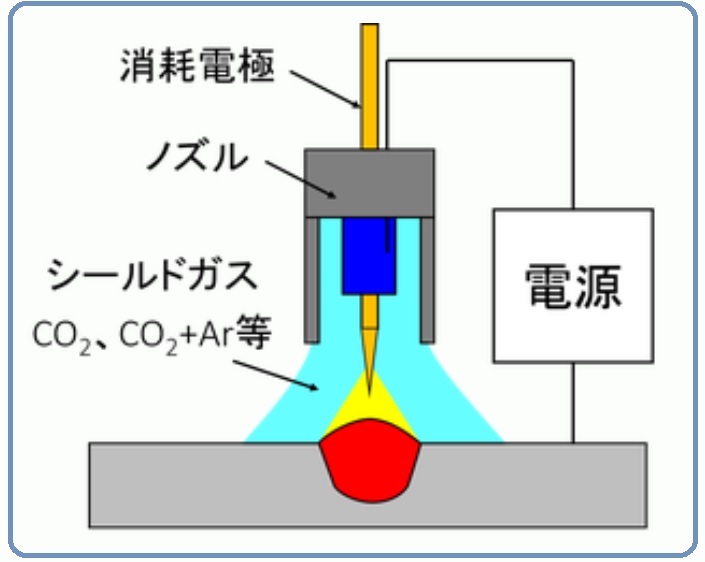
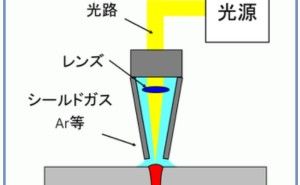
そして酸化防止のために二酸化炭素やアルゴンなどのシールドガスを使用します。溶融接合は加熱する熱源の種類によってアーク溶接、ガス溶接、レーザー溶接などに分けられます。中でもアーク溶接は最も広く使用されています。
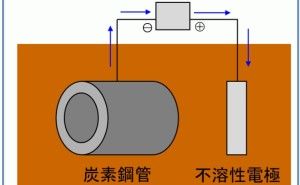
アークとは一種の放電現象です。そのため電極と溶接材を導通して溶接作業を行います。アーク溶接の中でも電極が消耗式か非消耗式かで分けられます。消耗式の電極の場合、電極(ワイヤー)が送給装置にセットされトーチ先端まで送り込まれます。この電極自体が溶接中に溶けることで溶加材となって溶接部に溶け込みます。種類としては主に鉄鋼材料に使用されるM...