1. プレス穴加工・品質保証の考え方
前回のその9で、プレスでの穴加工の位置決めの方法の話を書きました。作業者がワークを正しい位置にセットすればよし、セットがずれれば穴位置もずれてNGとなってしまう方法となっている。検査は、1時間ごとの自主検査と巡回検査員による検査が行われていました。
この作業方法の場合、検査で穴位置を保証しようとすれば、全数検査をやるしかありません。作業者によるセットでの位置ずれは、いつ発生するかわからないからです。また、1度位置ずれが発生しても、次の品物では正しくセットすれば良品になります。
これは非常にやっかいなことです。この工場では巡回検査員の検査データを見ると穴位置寸法不良が発生していることがわかります。検査員がこの不良を見つけると、それまでに生産したものを再検査しますので、その分について品質は保証されます。
しかし、検査不良が見つからなければ、そのまま顧客に納入されますが、この品物が全部良品であると言う保証はありません。一方で、この製品の穴位置を保証するために全数穴位置寸法を検査するというのは、検査工数を考えると現実的ではありません。であるならば、やはり抜取検査で品質を保証できるようにしなければなりません。
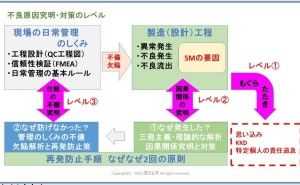
通常、時間ごとの検査の場合は、次のように考えることが出来るようにしなければなりません。
「朝8時から生産を始め、9時に検査をして合格だったら、8時から9時までの間に生産したものは全数良品」
次に10時に検査したら不合格だった。この場合、9時から10時の間に生産したもののどこからか不良になり始めた。この間に生産したものを全数検査して不良品を取り除く。そして、不良になった原因を見つけて対策をして、良品になることを確かめてから生産を再開します。
このような考え方の検査で品質を保証するには、穴位置加工時のワークのセッティング方法を変えなくてはなりません。セット位置の正しさを作業者に委ねるのではなく、作業者は正しい位置にしかセットできないようにします。所謂ポカ除けです。この場合なら、金型を工夫するなどして対応します。
このようにして穴位置は常に保証できる状態にします。それでも時間ごとに検査をするのは、突発不良や金型の摩耗などによる不良品が出ることがあるからです。中国工場では、ポカ除けを可能な限り取り入れることを考えてもらいたいものです。作業者も不良を出そうと思って作業をしている訳ではありませんが、いい加減な作業をすることもあるという前提が必要だと思います。

2. 中国人作業者はまじめ、それともいい加減
今回は、中国人作業者をどう捉えるかを考えてみることにします。
これに関してメールで相談をいただいたのでアドバイスさせてもらいました。 これに対して、相談者のNさんからコメントいただきました。「小生、品質管理・品質保証に永らく携わっています。しかし、国外の品質指導は最近になってからの事であり戸惑う事が有りましたが、根本様のアドバイスをいただき基本的には小生の考え(ポリシー)にそれほどの誤りが無い事を確認いたしました。 本当に有難うございました。」
Nさんの人為的なミスに関する基本的な考え方をご紹介します。
(1) 人は誰も失敗(ミス)しようとして失敗している訳ではない。 会社を困らせてやろうとして、意識的に不具合品を出しているのではない。 ・・・性善説を取ります。
(2) 人は皆チョンボ(失敗)をするもので有り、これを皆無にするのは難しい。 しかし、失敗を起こし難い環境を作って行くのは会社(管理者)の責務である。
(3) 起きたことは取り返せない。 これを次にどうして生かしていくかを考えるのが管理者の仕事。但し、責任 ばかりを追及すると、真の原因が見えてこない(隠される)場合がある。
本質を捉えたしっかりしたポリシーだと思います。わたしの中国での経験を通して得た考えを紹介します。「中国人の作業者、特にライン作業者はみな一生懸命働いていると思います。その姿を見ると作業者を信用してこそ信頼関係が出来、品質がよくなると考えていた時期と、作業者もわざとじゃないけど手を抜いたり、決められたやり方を守らなかったりするものだと考えていた時期を交互に繰り返していました。」
極端な言い方をすれば、性善説と性悪説を行ったり来たりしていたのです。
今大事だと考えているのは、作業者への意識付けとポカよけや不良を確実に検出できる仕組みです。 作業者への意識付けとは、自分が行っている作業がいかに重要な作業か、というのを理解してもらうことです。これがあるかないかが、ちょっとしたことで不良になるかならないかを分ける部分だと思っています。自分の作業の重要性...



















































![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















