今回紹介する機械加工メーカーは、株式会社L製作所です。同社は、航空宇宙産業分野で高い実績があり、この分野の製品に多い、薄肉でありながら高い寸法精度を要するといった加工品を扱っており、加工技術については工具・加工法・材料・温度管理・品管技術など、様々な方面からの知見を持っています。また、研究開発への意欲も高く、これまで経済産業省の戦略的基盤技術高度化支援事業(サポイン事業)の認定も経験しています。筆者は同社の技術者研修を担当させていただきました。HSMWorksを使った5軸加工の若手技術者研修です。

1. 5軸加工
同社は、5軸加工が可能な工作機械として、DMG森精機のDMU50や、MAZAKのINTEGREX300-Ⅳといったマシンを設備しており、航空機部品の加工には欠かせない存在となっています。同社が行っている5軸加工は、いわゆる「割り出し位置決め5軸加工(以下、割り出し5軸加工)」と呼ばれるものです。
一般的に5軸加工には、「割り出し5軸加工」と「同時5軸加工」と呼ばれるものがあり、どちらもX・Y・Zの3軸に加え、A・B・Cのうちいずれか2つの軸を加え、真上からしか加工できない3軸加工から、自由な角度で側面方向に傾斜・回転させて加工するようなものを言います。その5軸加工の中で、「同時5軸加工」は、XYZの3軸だけでなく4軸目、5軸目まで動かしながら加工するものを指します。これにより、よく5軸加工でとりあげられるインペラの羽根部の加工など、工具中心軸の角度を可変しながら加工しなければならないような形状においても対応が可能になります。
ただし、マシニングセンターなど工作機械を動かすNCプログラムについては、工具軌跡があまりにも複雑になるため、5軸加工が可能なCAD/CAMに軌跡を計算させることになります。人間が直接手入力でプログラムを組むことはほとんどありません。
逆に、「割り出し5軸加工」は、工作機械の4軸目、5軸目、例えば、立形トラニオンタイプであれば、旋回テーブル(C軸)とチルトテーブル(A軸)といった組み合わせがありますが、C軸とA軸の動きは止めたうえで、XYZの3軸を動かす3次元加工を行ったり、穴あけやポケット加工などの2次元加工を行ったりします。
この使い分けとして、「同時5軸加工」は非常に複雑な形状の加工ができる反面、最大5つの軸を同時に動かすため、それぞれの軸の同期・タイミングが非常にシビアに要求され、工具軸が自由に動きながらその工具先端は位置精度を再現しなくてはならないため、どうしても加工精度の面では不利になります。反面、「割り出し5軸加工」は、4軸目、5軸目を固定したまま、3軸加工を行うため、「同時5軸加工」に比べると、加工の自由度は減り、ホルダーの衝突を回避させながら最も工具突き出し長さが短くできる加工軌跡を探してくれるという利便性は出せなくなりなすが、加工精度を出すという点では、圧倒的に有利になるのです。
筆者も、自動車部品のプラスチック金型において、大型の傾斜コアやスライドコアの加工で、「割り出し5軸加工」を使った経験がありますが、旋回テーブルとチルトテーブルを回転させ、多方向からの切削加工を行う際、球状の測定ゲージを使い、それぞれの方向での加工原点を測定し直すことで、10~20ミクロン単位の加工精度に対応できた経験があります。まさしく同社の製品は、10ミクロン、製品によってはそれ以下の精度が要求される部品もあり、5軸加工については「割り出し5軸加工」が最適だと思われます。
使用しているCAM、HSMWorksについては、加工プロセスを定義(ジョブの定義)していく中で、常に途中でのワークの状態を認識させながら、加工パスを作成していけるため、色々な方面から5軸加工を行っても、加工パスを重複させずにデータ作成を行うことができます。まさしく同社の加工には適しているのです。
2. 5軸加工研修での課題
このように「割り出し5軸加工」は、真上(Z方向)からだけでなく、多方面からの工具軸の加工を高精度に行える反面、「同時5軸加工」とは違い、どの方向から加工を入れるかCAMオペレーターである人間が自分で考えなくてはならないのです。また、同社が扱う薄肉形状の加工品は、途中プロセスにおいて、どこを残し、どこを先に削っていくかの判断が難しく、単に削れればよいということではなく、ワーク剛性が弱くなってくることでのビビリ発生などを考慮し、削り残り量のバランスをとりながら進めなくてはなりません。
今回の研修課題は、CAMの操作よりもむしろ、加工順序を工夫しなければならないといった加工形状を採用しています。また、今回の5軸加工研修では、同社のDMU50を使った実加工までの実践を課題としていますが、これはCAMデータを作成するだけでは、最も難しいテーマの一つです。期限内に要求品質を満たしつつ加工を終わらせるといった技術が身につかないためです。加工時間を短くするためには、工具の送り速度を上げ、仕上げの送りピッチを粗くすればいいのです。荒取りについても、大きな工具を使い、送り速度を上げれば時間を短くすることは可能です。
しかし今回の研修でも起こったが、送り速度を上げると加工ビビリが発生し、送りピッチを粗くすれば仕上がり面も汚くなるのです。5軸加工はそもそも高い剛性のワーククランプができない場合が多く、大きな荒取り工具を使用すると加工ビビリが発生したり、ひどければクランプが外れてしまうのです。
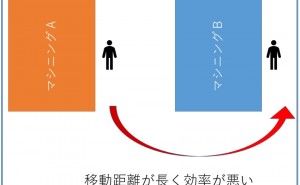
また、工具の突き出し長さをできるだけ短くするため、細かく多方面から加工を入れるようCAMデータを定義しましたが、やり過ぎるとCAMデータ作成時間がどんどん伸びます。確認しなければならない項目も増え、ミスのリスクも高くなるので...