プレスメーカーであるK社が2年前から行っている金型製作内製化の取り組み事例を解説します。
1. 3次元CAD/CAMの運用 (K社の金型製作の特徴)
金型製作を取り巻くツールは日々目覚ましい進化を続けており、K社はそうした最新設備や技術をどん欲に取り込み進めている点に特徴があります。具体的には、設計から機械加工、トライ業務といった全工程において、完全な3次元CAD/CAMの運用を実現しており、そのメリットを充分に活かしています。
◆ 3次元CAD/CAMを利用するメリット
(1) 成形シュミレーションができる。
(2) 型構造設計時に機械加工情報を付与するフィーチャー設計ができる。
(3) 金型構造の強度計算が簡単にできる。
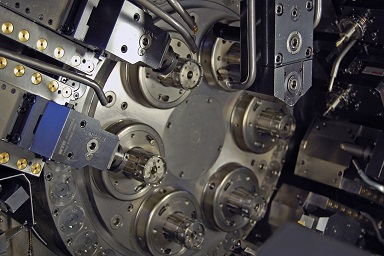
K社は、自社設備であるサーボプレスと、最大20トンのダイクッションを利用した独自のプレス加工を確立するため、(1)の成形シュミレーション技術をうまく利用しています。
2. K社の成形シュミレーション技術の特徴
K社が目指す、プレス工程最小化において、ダイクッションと成形シュミレーション技術はとても相性が良い。曲げや絞り加工の板押さえではコイルスプリングがよく使われるが、ダイクッションを利用することで、1トン単位で調整しながら、成形の挙動を色々と試すことができます。
中型や小型の製品を扱うことが多い同社のプレス製品において、できる限り絞り要素を減らし、曲げ加工に近い状態で成形することにこだわりがある。その結果、同社が設計する単発型は、「中パッド」と呼ばれる、成形品の外側ではなく、内側を高いクッション圧で押さえながら成形するといった構造が多いのです。
その中で、スプリングバックをコントロールするため、市販書にも記載されている、①凹R部や凸R部を大きくしたり小さくするといった調整、②金型クリアランスを狭めてしごきを加える、などの金型形状による調整を行っています。
こうした金型形状やダイクッション圧の設定を何パターンも用意し、それを成形シュミレーションにかけ、その中から最良の結果が得られる設定を採用するという方法で行っている。特に同社のプレス製品は、440Mpaや590Mpaといったハイテン材が多いため、こうした金型設定の違いは、ブランク展開形状やスプリングバック量の違いとなって顕著に表れるのです。
K社で成形シュミレーション作業を行う代表取締役のK氏は、こうした解析を多いものでは1製品で何十回と行うものもある。こうして繰り返すことで、成形中の板材の挙動を金型設定ごとに知ることができ、これはK社のノウハウとして蓄積していくことができるのです。
このように、さまざまな設定をいくつも試すことができるのが、成形シュミレーションの最も大きなメリットの一つです。これだけ多くの設定を、従来のように実際に金型を作って試すことは時間的にもコスト的にも不可能です。
3. プレス工程の最小化 (K社の目指す方向性)
こうした成形シュミレーション技術を最大限に使い、同社が今後目指していく方向性は、従来を超えるプレス工程の最小化である。これを山本社長は「1発金型」と呼び、サーボプレスと20トンのダイクッション機構を使った新たな金型構造を模索しています。これは、プレスメーカーにとって、金型内製化で得られる最も大きなメリットである。言い換えると、年々引き下げられる金型費に対する必要不可欠な取り組みとも言えます。
ただし、完全な3次元システムの運用などは一朝一夕で実現するものではなく、例えば金型製作にかかわるスタッフのほとんどが3次元システムを扱えるスキルを持つ必要があり、覚悟と準備期間が必要になる。それをこの短期間で、初めて行う金型製作から実現しているあたりに、その強い覚悟がうかがえます。
4. 自社独自のプレス工法 (K社の課題)
このように、自社独自のプレス工法の完成を目指し、成形シュミレーション技術をフル活用しているK社ですが、それを実際の金型として設計していくには、機械加工での効率性や、必要な部品強度も考慮していく必要があります。この点について、同社はノウハウが少なく、協力会社の金型メーカーから助言を受けたり、これまで使ってきた金型を教材としながら、試行錯誤によって対応してきました。
5. 新しい金型構造の実現と人材育成
そこで、筆者が現役の金型技術者であったときに、同社が扱うCADである同じVISIを使って設計を行っていたこともあり、K社で実際にCAD設計を行いながら、新しい金型構造の実現をサポートしました。
VISIは、オリジナルで作るマクロ機能が充実しており、同社の目指す金型製作の自動化には適したシステムです。VISIの中で「標準部品」と呼ばれるこの機能は、ACCESSデータベースとPythonというプログラム言語を利用して機能させています。
AIの運用も進めているK社長にとって、こうしたIT技術を扱える技術スタッフを増やしていくことが今後必要だと考えています。基本情報技術者試験の国家資格も持っているK社長の理想は、自社から一人でも多くのIT資格を持つ社員が表れてくれることです。
この点については、今後この製造業を取り巻くIT化に対応していくため、新たな教育制度や給与手当なども検討しています。ちなみに、資格試験の学習に教育機関を利用する場合、ある程度費用もかかるのですが、教育訓練給付制度といった国の援助もあるので、こうした助成金制度は、特に中小企業はフルに活用したいところです。
今後ますますAIやIOTの利用が進む金型分野も、そこで働くにあたり、必要となるスキルが変化していくことが考えられます。直接自分がそうしたシステムを構築することはないとしても、AIによって何ができるのか、そのロジックはどうなっ...