今回、紹介するプレス金型メーカーは、以前にも登場したことのあるS金型です。同社は、自動車のシート部品などの絞り型などを手掛けるプレス金型メーカーであり、創業から64年に渡る長い歴史があります。
1. 金型構造設計の3次元化
同社は、金型構造設計の3次元化に取り組んでいます。それに伴い、以前から外注で対応していた解析業務の内製化にも取り組んでいます。今回同社は、自社で使用する3次元CADとしてシマトロンを導入しています。2名のオペレーターに導入教育を受けさせ、6ヶ月間の実習期間を経て、徐々に設計実務での活用をはじめています。
同社が選定したシマトロンは、パラメトリックという機能に特徴を持つ3次元CADであり、その他プレス金型設計の省力化をサポートする様々な機能が搭載されています。
今回は、同社の設計3次元化の導入事例をとりあげ、プレス金型メーカーが自社の金型製作に応じた3次元CADの選定について、どのような視点で選ぶべきかを見ていきます。
2. プレス金型設計で使われている3次元CADの種類
金型の構造設計に用いる3次元CADは大別して2つの種類があります。それは、ヒストリー型とノンヒストリー型と呼ばれる方式です。ヒストリー型のCADは、パラメトリック方式とも呼ばれ、設計していく過程が履歴として記録されます。これにより、はじめは大雑把に設計し、徐々に履歴の中にある細部の寸法や位置を微調整していくという設計手法をとります。
これによるメリットは、まずはイメージから形にしていくといった迅速な設計ができ、モデルを作り終わった後でも自由に編集ができ、パーツや構造を微調整し、のちに使いまわすといったリピート設計にも寄与する点です。
プレス金型設計で使われている代表的なヒストリー型3次元CADとしては、CATIAやNX、SolidWorks、シマトロンなどがあります。
一方、ノンヒストリー型は、ヒストリー型の逆のような機能を持ち、設計操作の履歴を持たないのです。そのため、部品のサイズや位置を後から寸法要素で動かす操作はせず、ダイレクトに寸法を直接指定しながら部品要素をモデリングします。これにより、部品を構成する要素間の依存関係を意識することなく、自由な操作でサクサクとモデリングを進めることができるのです。したがって、同じような形状を繰り返しリピート設計する金型よりも、新しい構造や形状の金型を新たに設計する際には、軽快に作業を進めることができます。
プレス金型メーカーによく用いられている代表的なノンヒストリー型3次元CADとして、VisiやSpeedyMILLnextなどがあります。
同社は今回導入したシマトロンに先駆け、以前からVisiを使っていましたが、主に現場で用いるCAMデータ作成用として使っていたようです。
3. プレス金型における3次元CADの選び方
3次元設計をはじめる際のハードルとして、細かく表現する必要のない箇所まで詳細にモデリングする必要があり、そのため作業負担が重たくなるということがよく指摘されます。例えば、構造部に配置される市販部品などが例に挙げられます。そこでまずは、市販部品などの標準部品を簡単に呼び出して配置ができるかが最低限求められる機能となります。また最近では、部品配置を行うと共に、ザグリ穴やタップ、リーマ穴などの機械加工定義まで合わせて付与するフィーチャー設計を行うことも一般的な作業手順になっています。
前述した各3次元CADについては、ヒストリー型、ノンヒストリー型問わず、フィーチャー設計が出来るシステムがあります。ではどのような視点で、3次元CADを選ぶべきか、それは自社が製作する金型が、ヒストリー型、ノンヒストリー型、どちらの長所が活かせるかで判断すべきです。
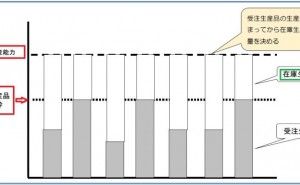
例えば、金型を用いて量産する製品が大抵決まっており、寸法は微妙に変わるが形状は大きく変わらないといった場合、製作する金型の構造やレイアウトは大きく変わらないとします。その場合、部品サイズや配置、数量などを編集していく作業がメインになります。こうした場合は、リピート設計に強いヒストリー型の3次元CADが強いのです。
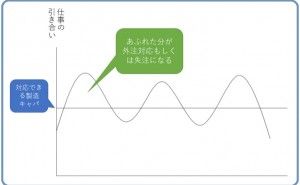
逆に、全く新しい形状の製品の金型を設計する場合、例えば、以前は5工程で成形していたものが、3工程になったり7工程に増えたりといったように工程設計から変更がかかり、個々の金型構造も全く新しい構造になることがあります。こうした構造設計を行う場合、以前作った部品ユニットを流用したり、部品同士の位置関係の計算式を流用することはかえって手間がかかり、設計工数が増加してしまうことも考えられます。
そのため、自社で製作する金型について、新しいパターンの構造をイチから設計していくことが多いといった金型メーカーは、ノンヒストリー型の3次元CADの方が適していると考えられます。同社は、自動車のシート部品の金型を主に製作していますが、強みである絞り加工技術を活かした類似形状の金型を製作していることが多いのです。これであれば、以前導入したノンヒストリー型のVisiよりも、ヒストリー型のシマトロンの方が同社には適しており、今回はスムースに設計での活用が進んでいると思われます。
4. ジョブローテーション
このように設計の3次元化を進めている同社であるが、会社組織としてはかつての同社の主力であったベテラン技術者の高齢化が進み、企業の新陳代謝促進が急務となっています。そもそも金型製造は、設計や機械加工、組み立て、トライといったいくつもの専門職から成り立っていますが、それぞれの工程において一人前の技術を得るには通常何年もかかります。とりわけ設計職においては、製造現場のノウハウも知らなければ、適正品質・コストでの金型設計ができないため、一般的には一通り現場の仕事を経験してから入ることが多いようです。同社ではこれまで、このようなジョブローテーションの仕組みがなく、主に社員の入退社をきっかけとした不定期なタイミングでの業務異動が多かったのです。
5. 中長期のキャリアプラン制度
そこで同社では、個々の技術者が長期な視点でキャリア計画を持てるようにするため、入社から10年後までに一通り経験...