前回の事例その32に続いて解説します。繰り返し性のある大量生産品はアジアの各国に生産拠点が移転し、多品種少量の生産が当然の状態になっています。つまり、段取り替え作業の回数が増えることになり、その対策が重要な課題になってきました。一方で短納期の要求も強くなり、即納で対応して受注開拓力を発揮している企業も見られます。
このような情勢の中で対策として講じられているのは、在庫品を確保し短納期要求に応じるなどですが、それよりも段取り替え時間を限りなく短縮して生産切り替えが即座に出来る体制を整える経営戦略があります。段取り替え時間が長いと1回の段取りに対して生産量を多くして段取り替えに伴う時間損失を少なくしたい。と考えるようになります。その結果在庫量を増やし、管理費と在庫に伴う資金負担を増加させます。この様な安易な対策で短納期要請に対処するのでなく、段取り替え作業時間の短縮で問題解決を図っていく必要があります。
購入した設備の殆どは早い生産速度、高精度加工等の高性能を売り文句にしています。しかし、段取り替え時間の短縮を売り文句にしている機械メ-カ-は少なく、生産速度を少々犠牲にしてでも段取替え時間の短縮を売り文句にするメ-カ-が出てくると思われます。
某企業ではプリント基板の実装機(チップマウンタ-)で国内品に段取り替え時間の短い機械が見当らないため、輸入品を購入しています。輸入品を採用するに際して、社内で意見の対立があり、輸入品は生産速度が遅いため役に立たないとの意見も示されました。
実際問題として段取り替えの回数が1日に5~6回あり、段取り替えが数分ですめば生産速度が遅くても、生産性は却って向上することを説明して輸入品の導入に踏み切っています。
この事例にあるようにユ-ザ-自身が生産速度の速い機械にこだわる傾向にあり、段取り替え作業の短い機械を強く要求しないことも問題です。生産スピ-ドが遅いと、機械の価格は安くなっています。高性能機よりも段取り替え時間の短い機械を探すか、または、自企業で段取り替え時間を短くするために、機械の改造や冶工具類の開発に取り組むことが得策です。
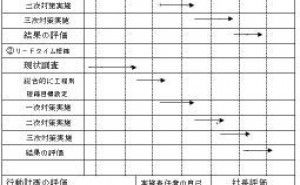
自社開発の場合、費用は安く、自企業の生産に適した開発が進められ、その技術は他の面にも応用できる様になるから、自企業での開発を目指すことは重要な課題です。段取り替え作業の改善の手順は、段取り替え作業について、要素作業別に順を追って所要時間の測定を行い、...