
高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。
【目次】
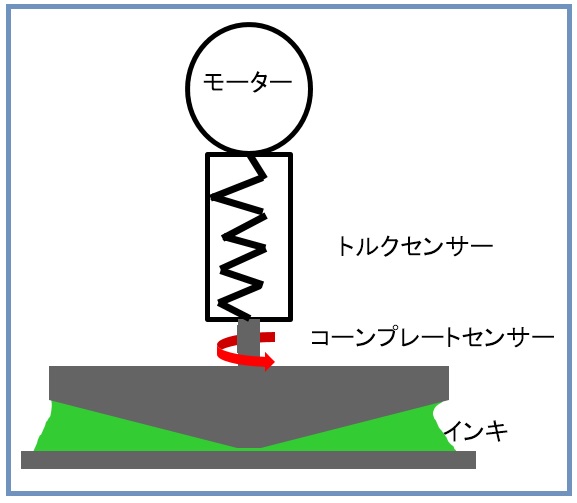
1. スクリーン印刷用インキの粘度測定
この連載の(その6)で、インキの粘弾性の解説をした際に、「弾性」特性が印刷性能に大きく影響していることを解説しました。インキの弾性特性を測定するには、レオメータと呼ばれる高価な粘弾性測定機が必要ですが、粘度計でも印刷性能を推し量ることが出来ます。
最初に、粘度の定義と粘度計について説明します。粘度とは、流動している液体の流動のし難さを表す指標であり、流動状態でしか測定できません。スクリーン印刷用のインキは、流動速度が速くなるに従い、流動しやすくなる特性があります。このため、粘度の数値を表すときには、必ず流動速度を明記する必要があります。一般的には、粘度計のローターの回転数rpmで表します。
粘度の定義は、流体に加わるせん断応力をせん断速度で除したものです。せん断速度とは、図1のように液体が間隔hの距離で2枚のプレート挟まれた状態で、一方のプレートがせん断方向に移動する速度vをhで除した値です。例えば、一方のプレートがv=1000μm/秒で移動し、間隔h=100μmの場合、せん断速度は、1000μm/s÷10μmで、10(1/S セックインバース)となります。
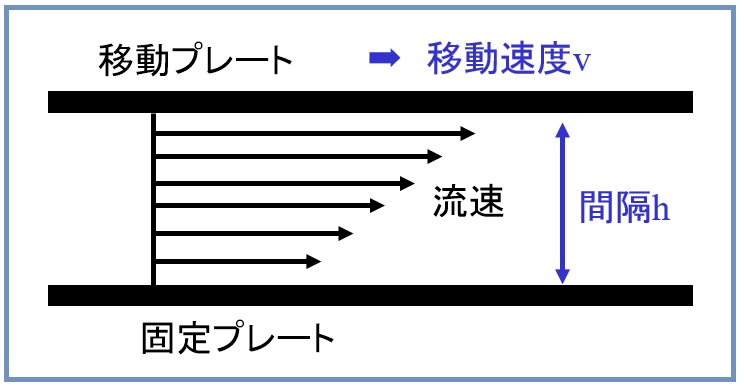
図1.移動速度とせん断速度
h=10μmの場合、100/(1/s)となります。つまり、通常の粘度計の回転するセンサーに対抗のプレートがないと、せん断速度は、制御できないことになります。現在、多くの印刷現場で、回転センサーをインキに浸漬するだけの簡易粘度計が使用されていますが、この場合の回転数は、せん断速度とは、無関係であり、正確な粘度値は測定できません。イン...