
高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその13に続いて解説します。
【目次】
1. スクリーン印刷:レベリング又は形状保持のメカニズム
「版離れ」後、基材上に転移されたインキ・ペーストは、一定時間経過で、レベリング又は、形状を保持します。通常、印刷結果として観察できるのは、このレベリング又は形状保持のメカニズムが終了した後です。レベリングは、インキ・ペーストの性状よっては、数分以上の時間がかかることもあります。
スクリーン印刷は、スクリーン版のメッシュ開口部をインキが変形しながら通り抜け、基材の上に転移する際に、水平方向に流動するものです。ベタパターンでは、スクリーンメッシュが基材に接触した状態から「版離れ」するため、メッシュからのせん断の力の影響を最も受けやすいと考えられます。このため、「版離れ」直後は、メッシュ開口部を通り抜け基材上に転移したインキは、凹凸の形状になり、その後、時間経過でレベリングすると考えられます。レベリングを進行させる力は、図1のように印刷されたインキの自らの表面積を小さくするような力であると考えられます。インキの弾性特性が高いと、表面積を小さくする力が大きくなると考えられます。
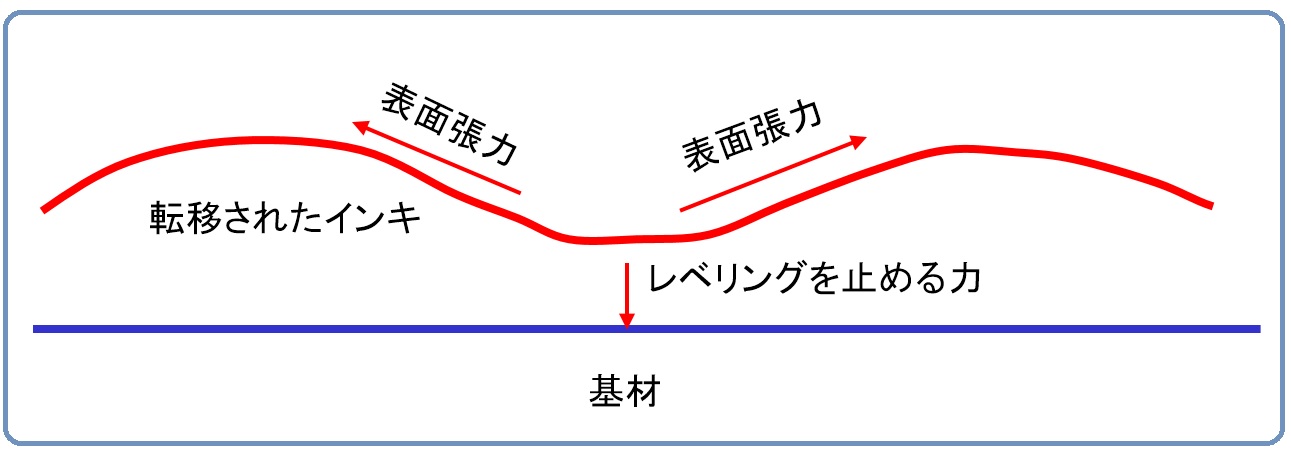 図1. ベタパターンのレベリングでの力
図1. ベタパターンのレベリングでの力「版離れ」直後の凹凸の大きさは、スクリーンメッシュの線材...
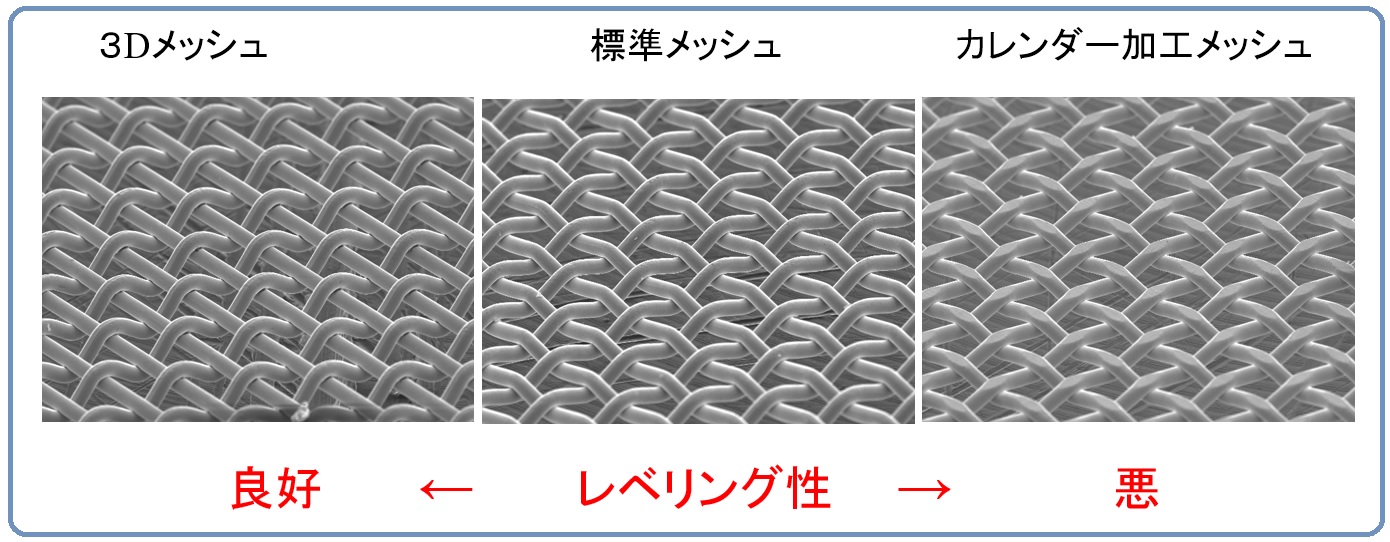
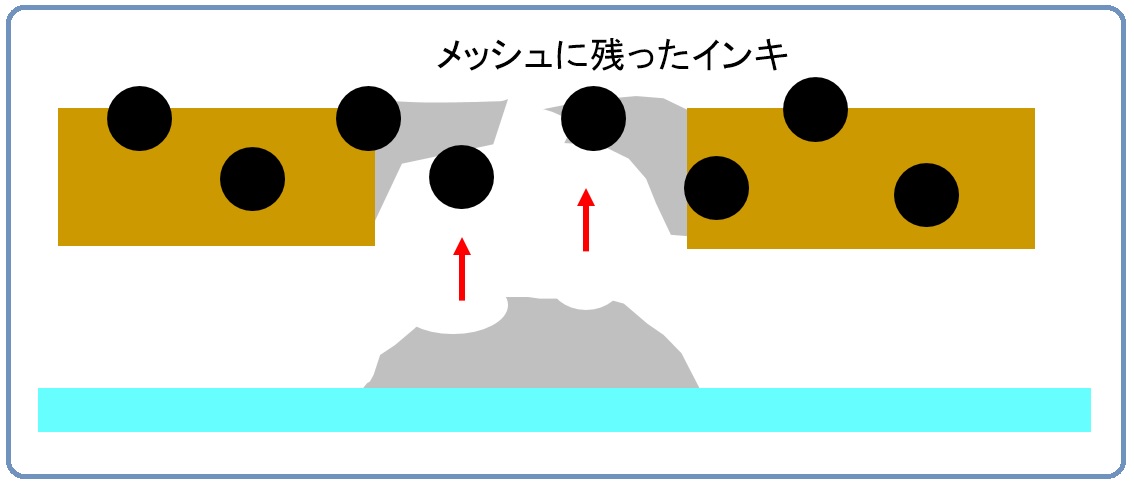 図3. 100μmラインパターンでのインキ転移
図3. 100μmラインパターンでのインキ転移