
【目次】
高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。
1. 印刷工法により、最適なペーストの性状は異なる
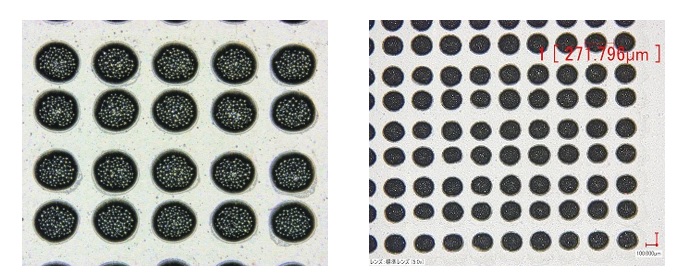
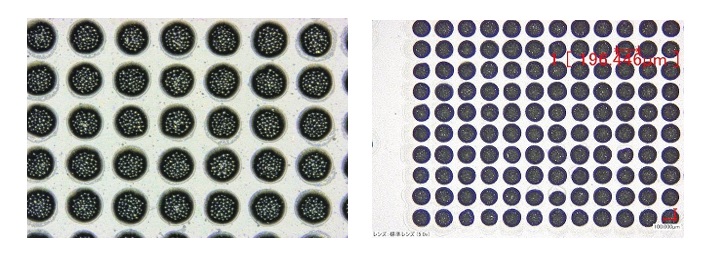
従来の「コンタクト印刷」用のはんだペーストは、メタルマスクの開口部に充てん後、速やかに疑似固体化して、マスク開口部の内壁とミクロ的に分離しやすいような性状が適正であると言われています。また、メタルマスクが基板に一定時間コンタクトした状態でもにじみにくいように、粘度は200Pa.S程度と非常に高くなっています。このようなペーストの性状であるため、適正に印刷された場合は、図1左のように円錐台の形状になります。このような形状で印刷できるのは、コンタクト印刷は、「型抜き」技術であるからです。「型抜き」では、適正な形状で型を抜くためには、毎回、型を洗浄する事が必要となります。これまで、はんだペーストの印刷では、きれいな円錐台の形状にすることが最適だと思っている技術者が多いようですが、これは、この「型抜き」技術を前提にしているための思い込みです。
一方、流動体であるペーストを使用する「同期版離れ印刷」工法においては、版と基板が離れる際にペーストが上方に伸ばされた後、版から分離し、基板上に転移するため、円錐台のような形状で印刷されることはありません。はんだペーストは、均質な流動体であり、版離れの際には、図1右の円錐状に近い山形に印刷されます。はんだペーストの印刷とは、二元的に一定の形状で塗布体積を均一にする目的ですので、印刷形状が円錐台でなくとも問題はなく、均一性が高いことが最も重要です。
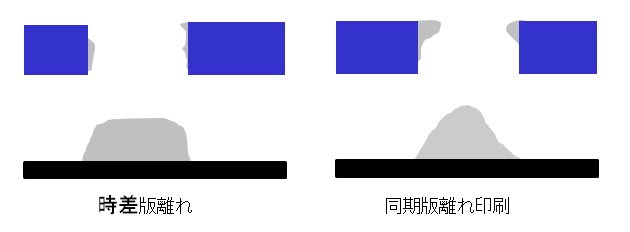
図1. 版離れ方式の違いによる印刷形状の違い