【目次】
高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその15に続いて解説します。
1. 「時差版離れ」原理のコンタクト印刷
エレクトロニクス実装業界では、はんだペーストをメタルマスクで「コンタクト」印刷ことが正しい印刷であると思い込んでいる技術者は、通常のスクリーン印刷原理であるオフコンタクト印刷を以下のように批判することがあります。
例えば、「オフコンタクト印刷は、版と基板との間に隙間を開けるため、印刷位置寸法精度が悪い」です。これは、コンタクト印刷では、スクリーン版(メタルマスク)の真下の基板位置に印刷できるのが、オフコンタクト印刷では、スキージストローク方向に一定量シフトした位置に印刷されることを位置ずれと誤認したものです。
オフコンタクト印刷での精密位置合わせは、基板上に印刷されたアライメントマークの位置をモニターで認識します。このため、実際の印刷位置がスクリーン版の真下でなくても、全く問題ありません。通常、位置合わせ精度は、±10μm以下です。
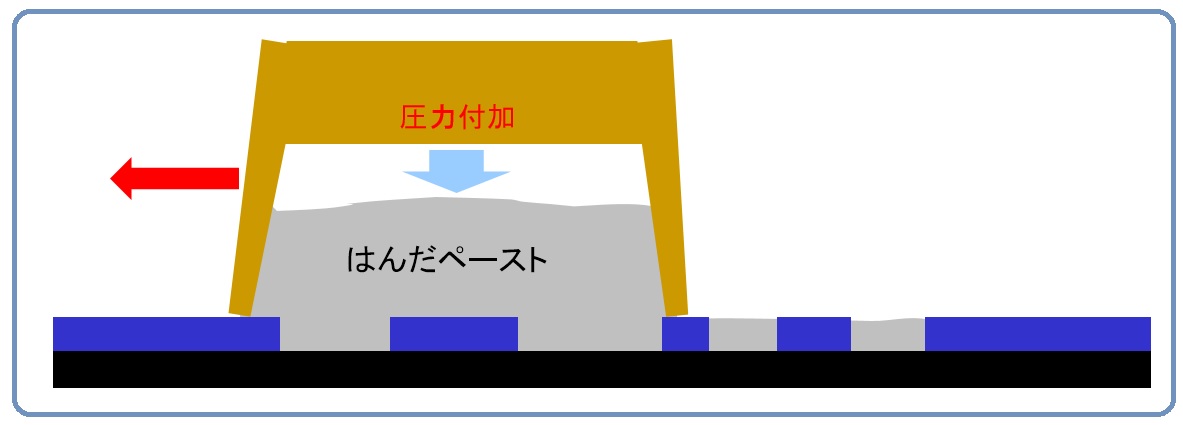
また、「オフコンタクト印刷は、マスクと基板との密着が悪いため、にじみやすい」と言うのもあります。これは、図1、図2のように開口が大きいメタルマスクの場合に、スキージ進行方向の版の角度が大きいため、ペーストが前方向に漏れることをにじみと誤認したものです。この不具合は、次回に説明する新しい印刷工法で解決可能です。
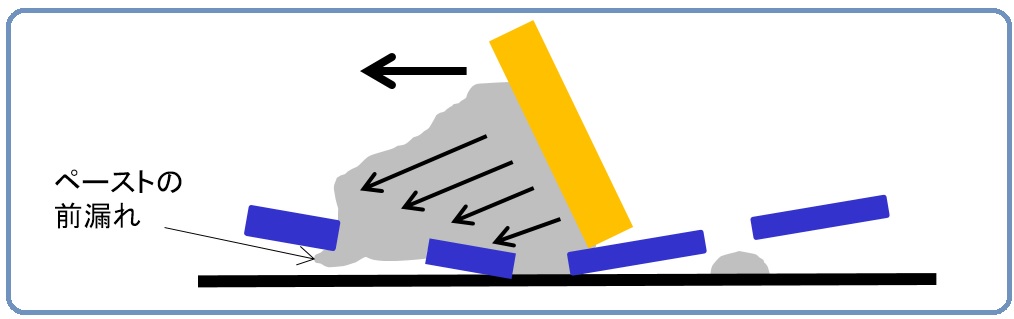
図1. オフコンタクト印刷での「ペーストの前漏れ」メカニズム
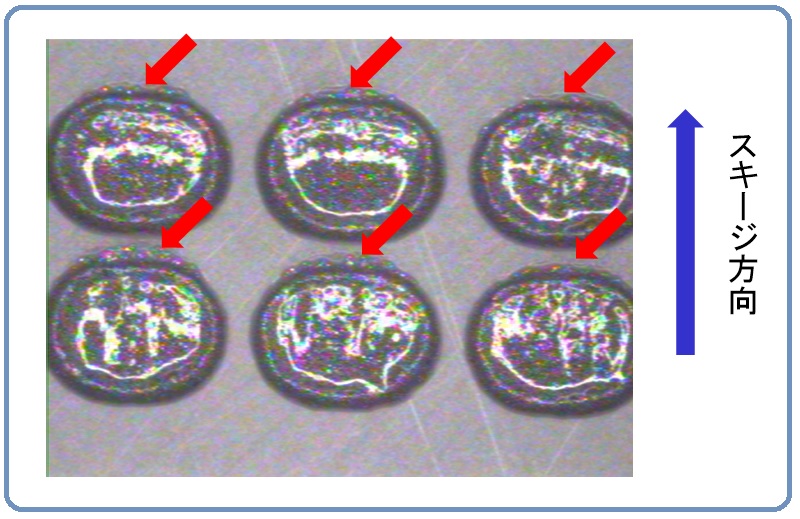
図2. オフコンタク...