高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその6に続いて解説します。
【目次】
1. スクリーン印刷:スキージは、印刷時に適度な変形で基材に追随すること
その2で、高品質スクリーン印刷のためには、ゴム硬度70~85度の平スキージが適正であると説明しましたが、なぜ、これが適正であるかの理由と、他のスキージの問題点についてもう少し詳しく説明します。
適正なスキージ形状に求められる特性は以下の三つです。
(1) スクリーン版上の均一なインキ掻きとりのためのエッジ直線性と適正な仕上げ研磨
(2) 印刷面全体に均一に圧力を加えられるスキージゴムの柔軟性と追随性
(3) インキの吐出方向を決定するアタック角の安定性
(2) 印刷面全体に均一に圧力を加えられるスキージゴムの柔軟性と追随性
(3) インキの吐出方向を決定するアタック角の安定性
エッジの直線性と適正な仕上げ研磨のためには、研磨機で精密研磨できる形状でなくてはいけません。角スキージや剣先スキージは、機械研磨が出来ないため適正ではありません。
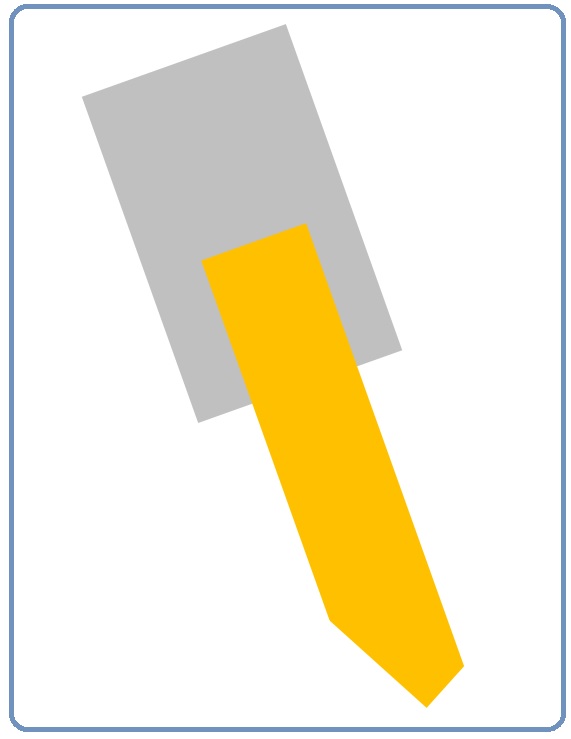
柔軟性と追随性とは、広い面積でも中央部と両端部が均一に基材に圧力を加えるために、印圧を加えた際にスキージゴムが適度に変形して基材に追随することです。平スキージは、印圧を加えてストロークした際、上から見ると図1のようのスキージゴムが基材に追随し湾曲します。角スキージは、湾曲しないため追随しません。
また、スキージの変形を少なくする目的で硬度の高いスキージゴムの先端に硬度が低いゴムを繋いだ複合スキージや、中芯入りスキージも追随しません。...
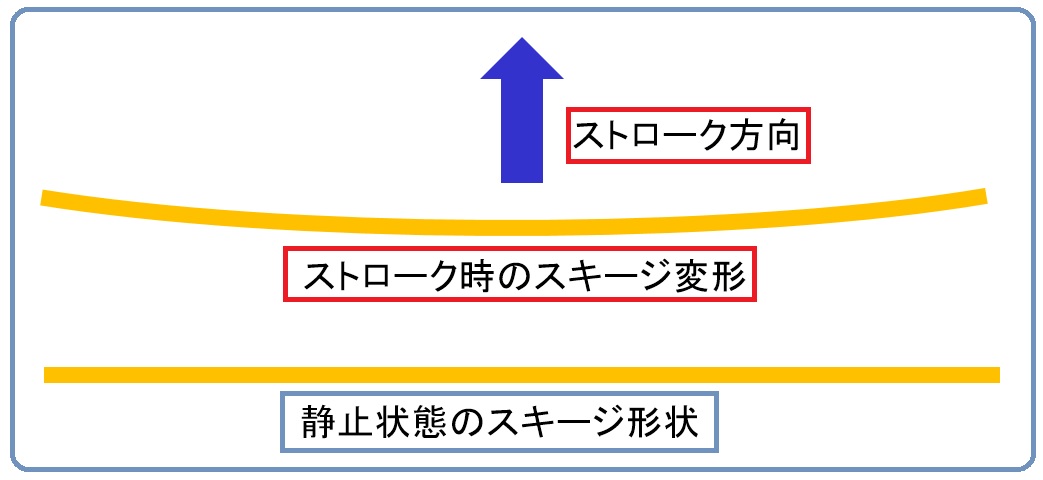 図1. スキージゴムと基材の湾曲
図1. スキージゴムと基材の湾曲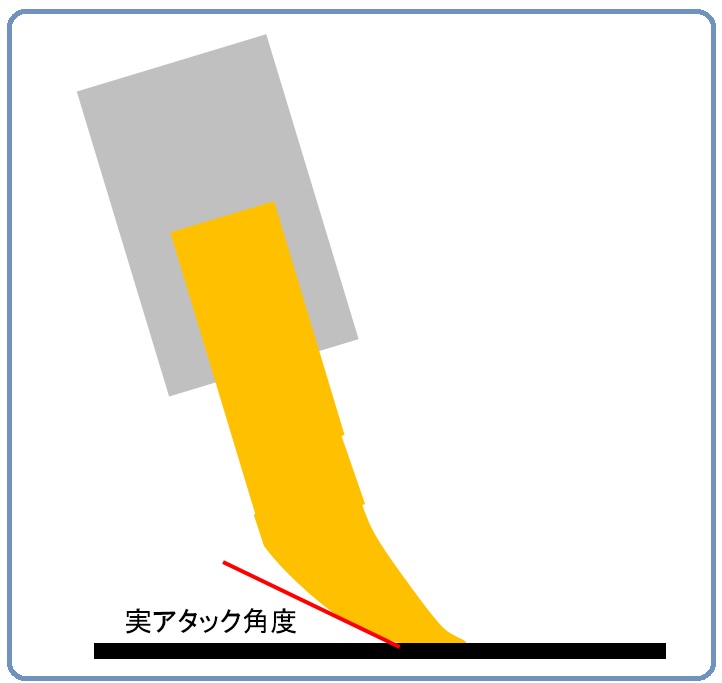 図2. 印圧によるスキージ先端の変形
図2. 印圧によるスキージ先端の変形