高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその9に続いて解説します。
【目次】
1. スクリーン印刷:充てん・掻きとりのメカニズム
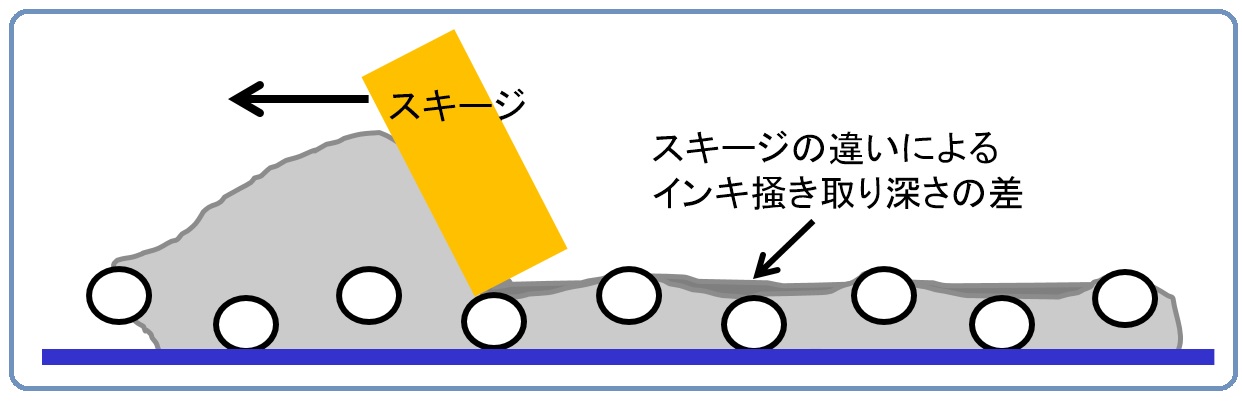
ローリングにより、スクリーン版の上に留まったインキは、スキージの移動によりアタック面から垂直方向に圧力を受けます。図1のように、この圧力により、版開口部にインキが充てんされながら、スキージのエッジで、メッシュ上の余分なインキが掻きとられます。これを充てん・掻きとりのメカニズムと呼びます。インキ掻きとりが安定して行われることで、インキ充てんも均一になされると考えられます。
なお、インキがアタック面からの力を受けて、その力を前方に伝えるのは、インキに固体の特性である「弾性特性」があるからです。液体の特性である粘性だけの流動体では、圧力がインキ全体に伝わらず、メッシュ開口を安定して通り抜けることはありません。
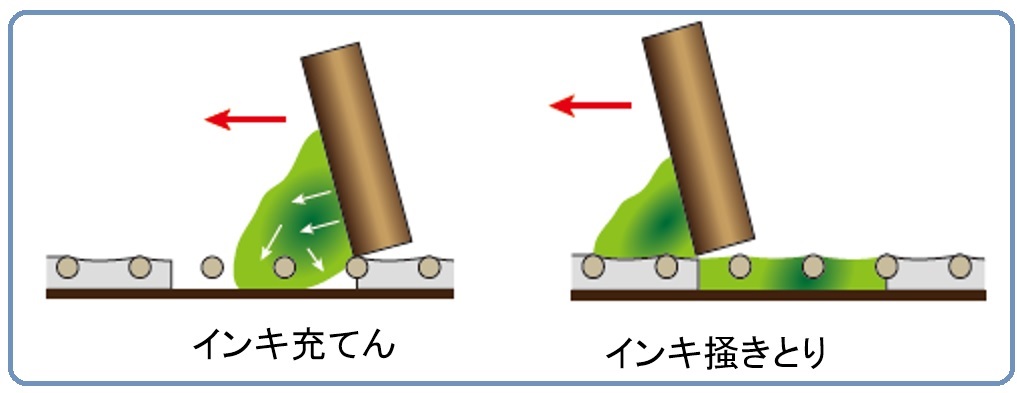 図1.充てん・掻きとりのメカニズム
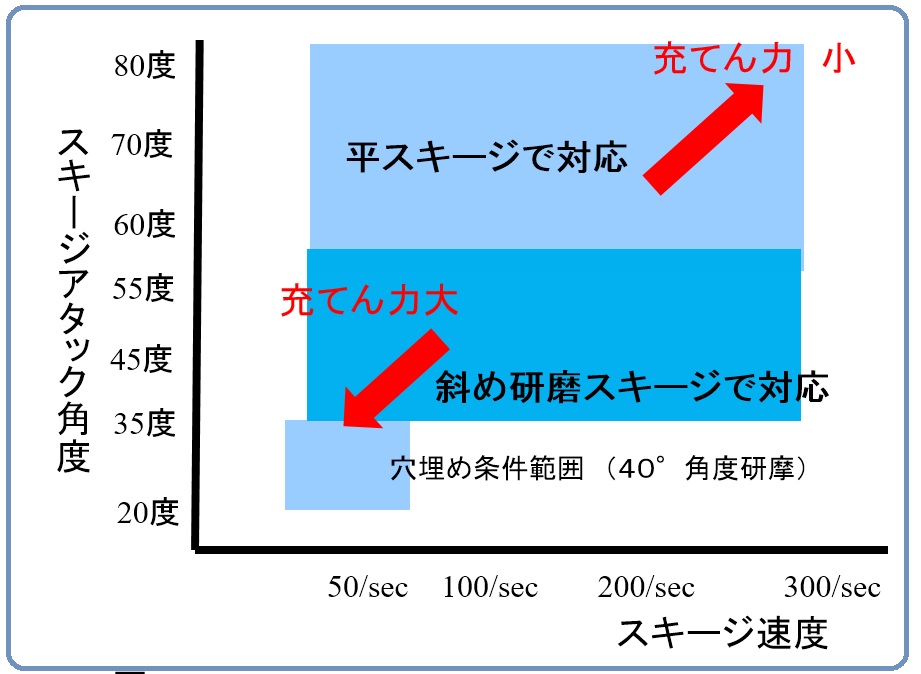
図1.充てん・掻きとりのメカニズム充てんのための力(エネルギー)の大きさは、スキージのアタック面の角度とスキージ速度で決まります。この充てんのための力を、筆者の造語ですが「充てん力」と呼びます。アタック角度が小さいほど、下向きの圧力が大きくなり「充てん力」は大きくなります。スキージ速度が遅いほど圧力を与える時間が長くなり「充てん力」が大きくなります。
プリント基板の穴埋めでは、40度の斜め研磨スキージを使用してアタック角度を20度で印刷することで「充てん力」を最大にして印刷しま...
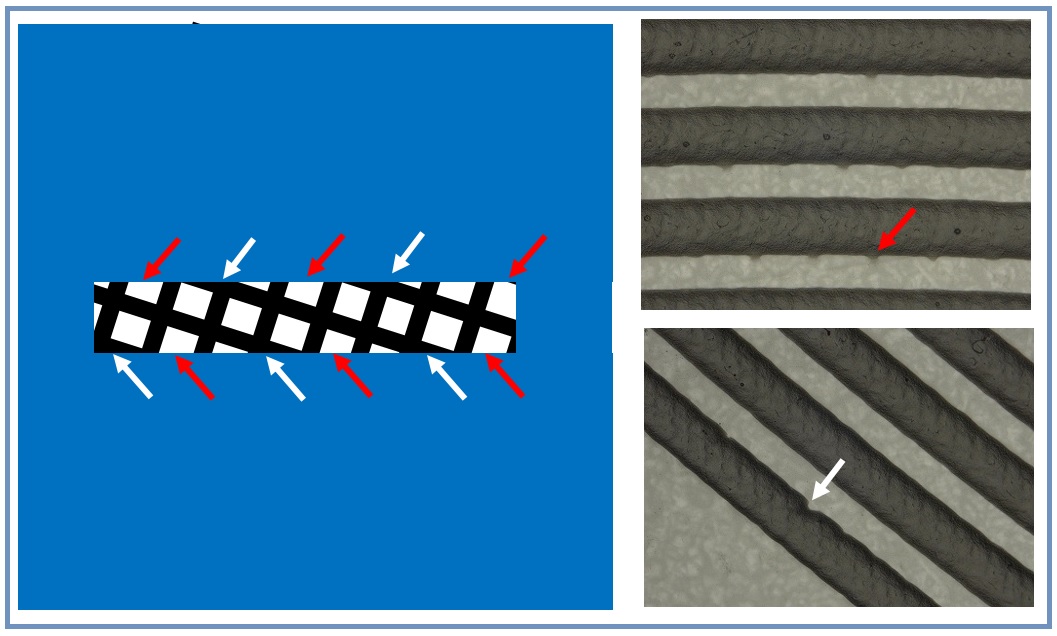 図2. 「にじみ」と「欠け」の写真
図2. 「にじみ」と「欠け」の写真