
高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその12に続いて解説します。
【目次】
1. スクリーン印刷:「版離れ」性を定量的に測定する方法
スクリーン印刷において「版離れ」が悪いと印刷不具合がおきるため、「版離れ」を良くすることが必要になります。これまで、「版離れ」性を評価する場合、「版離れが良い」、「版離れが悪い」の二分した判断しかできませんでした。又は、「版離れは、悪いが印刷品質は許容できる」と言うような表現しかできませんでした。
私は、今回の「版離れ角度」と「版離れ」性能の相関を検証するにあたり、「版離れ」性能を定量的に評価する必要があると考えました。
「版離れ」が、悪い場合には、「版離れ」の遅れの大きさを比較することで、どの程度悪いかが判断できます。しかし、「版離れ」が良い状態では、「版離れ」の遅れが視認できないため、どの程度良いか判断できません。
「版離れ」が悪いという意味には、インキ・ペーストの「版離れ」性が悪いという意味と、スクリーン版、印刷パターン、印刷条件の違いで「版離れ」が悪いという両方があります。
インキ・ペーストの「版離れ」性を判断するためには、最初に他の条件を固定して、その「版離れ」性能を定量的に測定する必要があります。印刷装置メーカーと協力し、下記のようにスクリーンメッシュ、テンション、クリアランス及び印刷するインキを固定し、版離れの遅れが視認できる適切なパターンを作成し、検証しました。
スクリーン枠サイズ 1000×1000mm(枠内寸900×900mm)
...
...
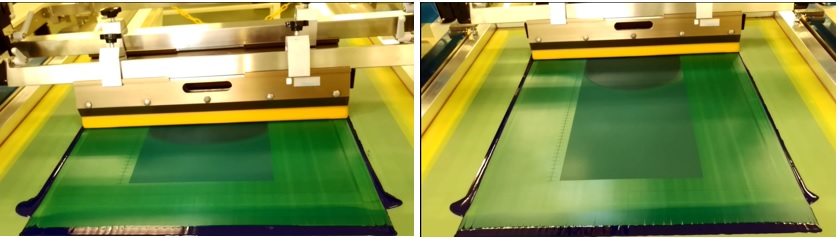 図1.版離れの遅れ パターン中央部(左) 刷り終り部(右)
図1.版離れの遅れ パターン中央部(左) 刷り終り部(右)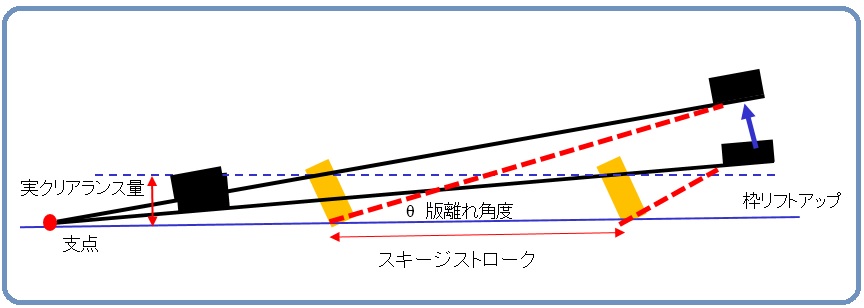 図2. 「版離れ角度維持」装置でのスクリーン枠のリフトアップ
図2. 「版離れ角度維持」装置でのスクリーン枠のリフトアップ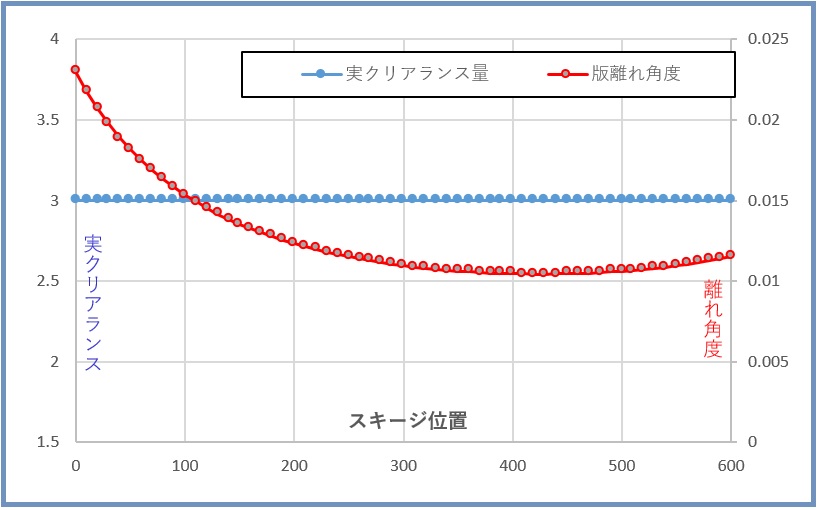 図3.「版離れ角度維持」装置での版離れ角度の変化
図3.「版離れ角度維持」装置での版離れ角度の変化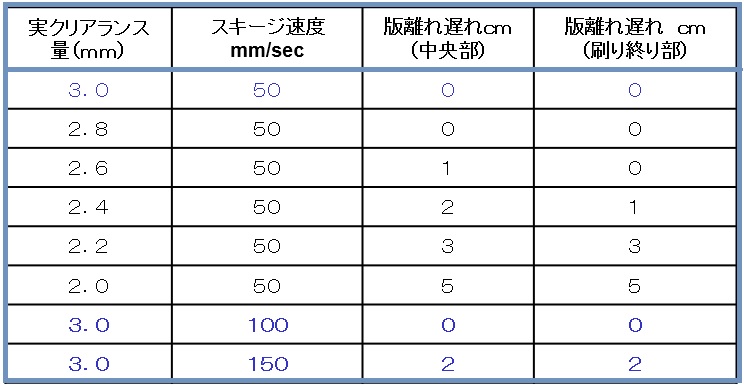 図4. 印刷条件の違いによる版離れの遅れ
図4. 印刷条件の違いによる版離れの遅れ