高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその7に続いて解説します。
【目次】
1. スクリーン印刷:スキージ印圧の定義と「実印圧」
実際の印刷作業で、最も頻繁に変更することが多く、また、間違った理解も多い印刷パラメータであるスキージ印圧について説明します。
私は、「スキージ印圧とは、スキージが下降して、スクリーン版を押し下げ、基材を押す力」と定義しています。スキージの下降圧力が、スクリーン版の反発力より小さい場合、版は基材に接触しません。少しずつスキージを押し下げてスクリーン版が基材に接触した状態を「実印圧=0」としています。印刷の際には、この「実印圧」を適正な大きさにして、印刷面全体が均一に印刷できるようにする必要があります。
2. スクリーン印刷:二通りのスキージ印圧の設定方法
スキージ印圧の設定方法には、大きく分けて二通りあります。「押し込み」方式と「エアー圧」方式です。前者は、スキージ下降時の下降端の高さ「押し込み量」で、スキージゴムの変形量を増減して印圧を制御するものです。後者は、スキージヘッドを下降させる「エアー圧」を制御して、スキージゴムに加わる荷重を制御するものです。
通常、印刷機にはスキージの下降量を増減できる調整ネジやサーボモータと併せエアー圧制御用レギュレータも装備されています。装置メーカーも「エアー圧と押し込み量の両方が設定出来ます」と紹介し、あたかも併用できるかのように説明することもあります。
...
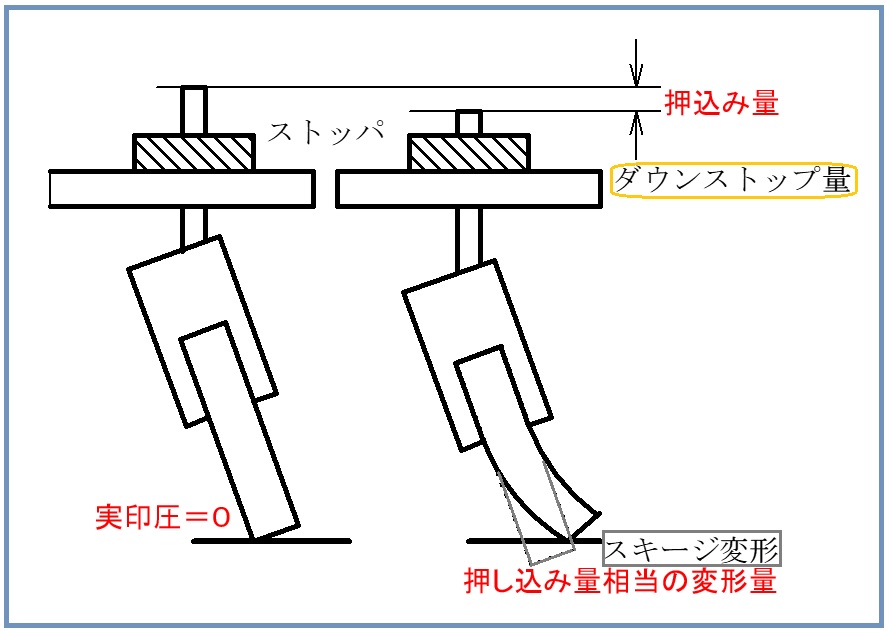
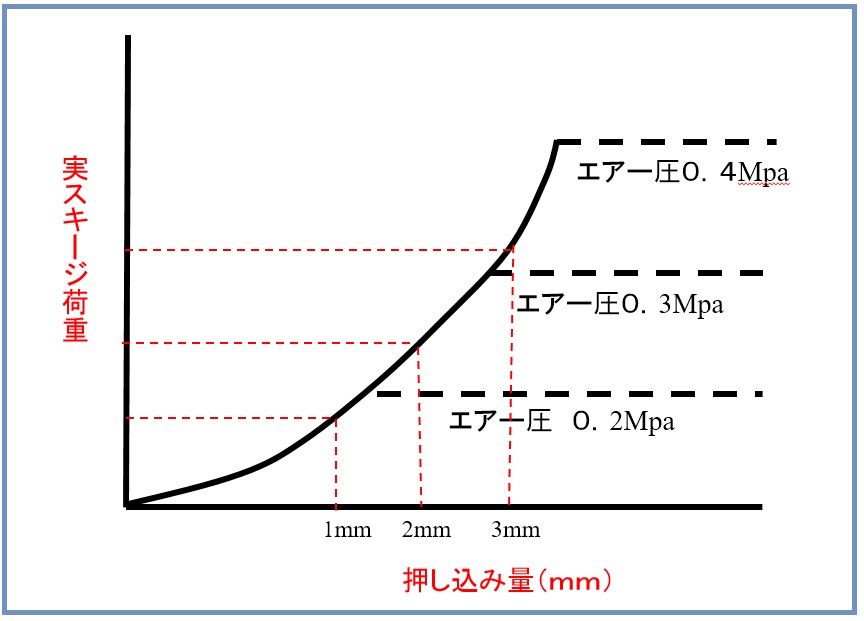 図2. 押し込み量と実荷重
図2. 押し込み量と実荷重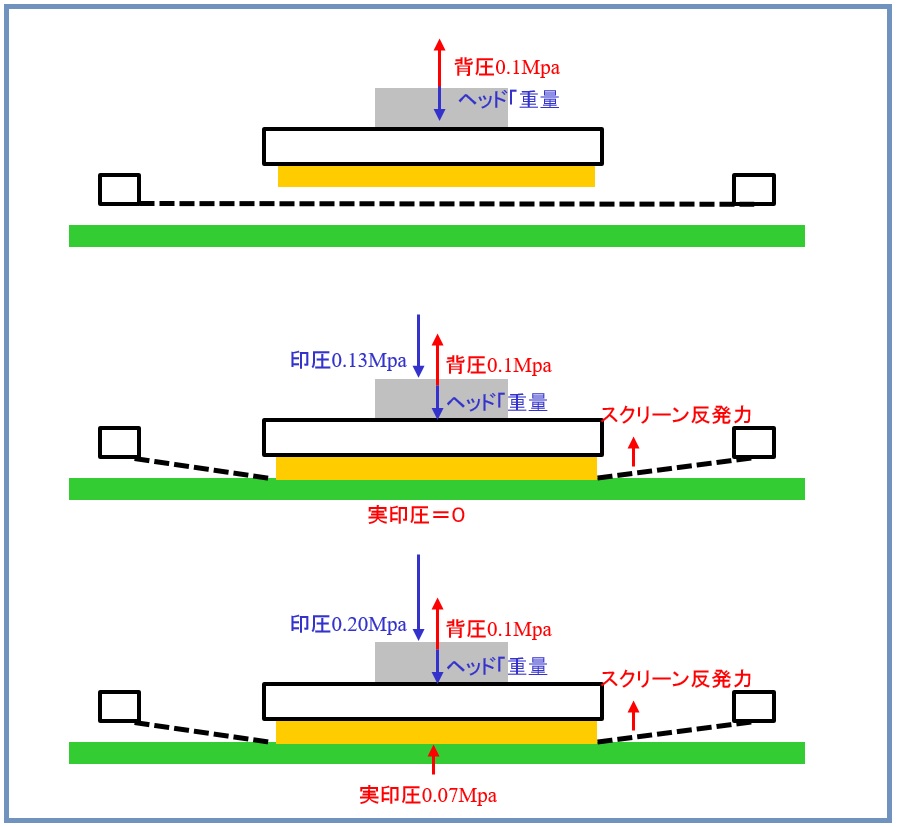 図3. 印圧の制御
図3. 印圧の制御