【目次】
高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。
1. スクリーン製版技術 : 露光量と乳剤解像性と固着強度
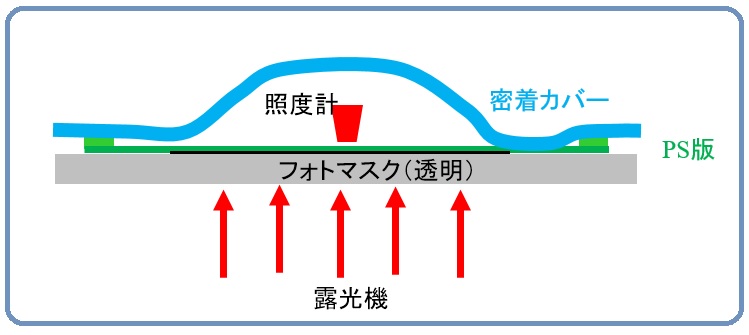
スクリーン製版工程における露光量(時間)の設定は、乳剤の解像性と乳剤のメッシュへの固着強度のトレードオフとなり、最適化は、非常に重要です。感光性乳剤は、コーティング工程で、印刷時の基板側面から乳剤厚プラスメッシュの厚み分だけ塗布されています。露光工程では、基板面から紫外線のエネルギーを照射するため、露光量が過少だと、メッシュ部の乳剤の浅い部分しか硬化できなくなり、乳剤の固着強度が小さくなります。
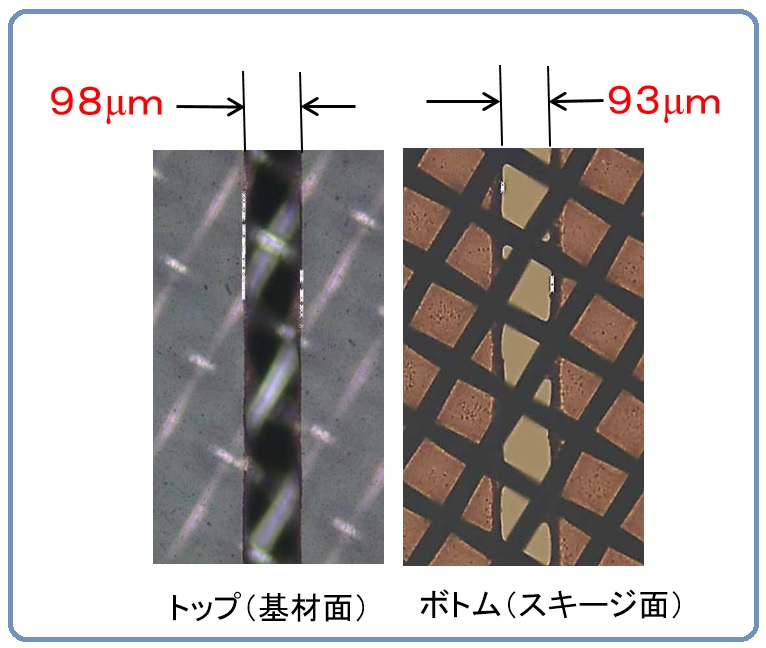
逆に、過剰な露光量では、乳剤開口部の「かぶり」が非常に大きくなり、乳剤解像性が低下します。
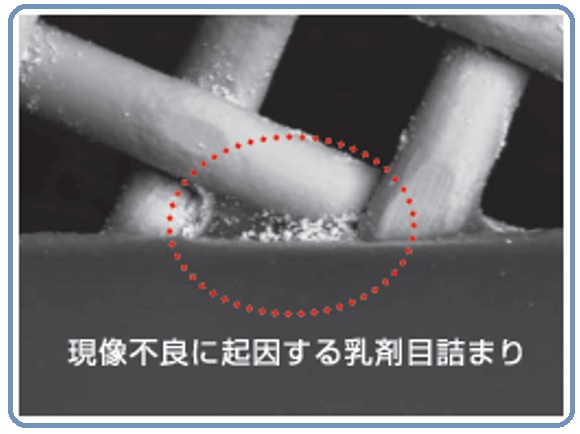
このため、ファインラインパターンでは、乳剤の解像性を低下させないギリギリの露光量を設定する必要があります。これまで、「ファインラインになるほど露光量を減らす」ことが当然であると考える技術者も多く、露光不足による乳剤の脱落の不具合も発生する事があります。また、乳剤の解像性の良否の判断は、非常に難易度が高く、技術者の個人差による露光量設定のバラツキも多く、標準化の推進を阻む原因になっていました。
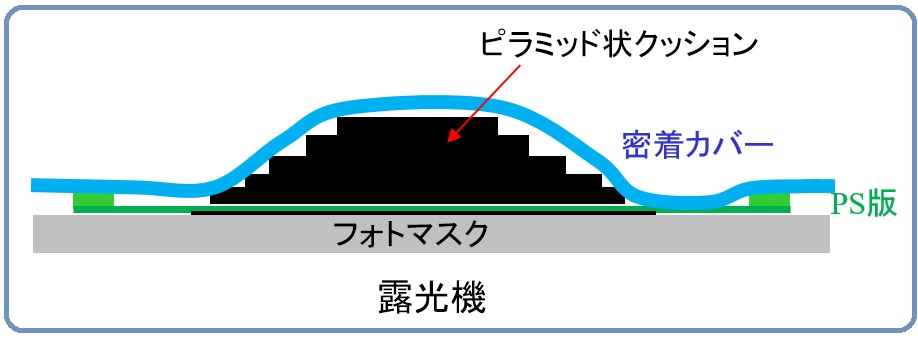
なお、乳剤の解像性を低下させる「かぶり」は、露光時の乳剤面とフォトマスク面との密着不足により顕著になります。いわゆる、露光時の密着が不完全であると「かぶり」が発生しやすくなり、乳剤解像性を重視して、露光を「あまく」すると、露光不足による乳剤の固着強度の低下を引き起こす原因となります。