高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその4に続いて解説します。
【目次】
1. スクリーン印刷:気泡の発生
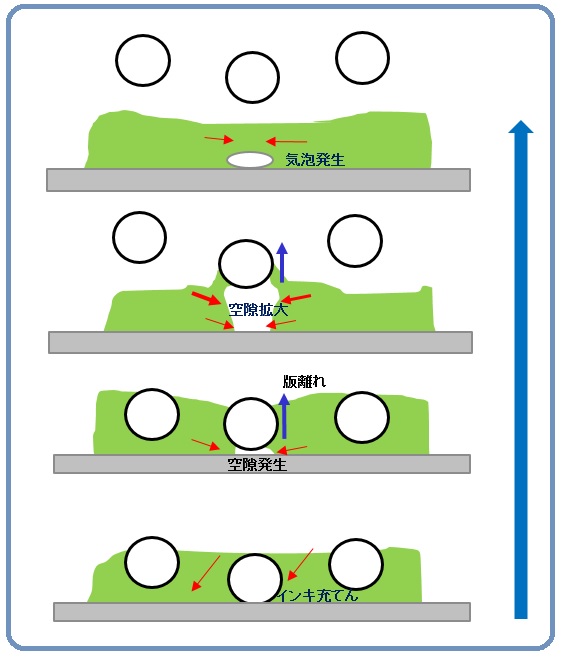
「スクリーン印刷で、気泡が発生するのが当たり前」と思っている方が多いようですが、それは、間違いです。スクリーン印刷の気泡には二種類あります。最初からインキに含まれている気泡と図1のように印刷時にスクリーンメッシュ交点の影響で発生するものです。これは、メッシュバイアス方向に発生していることからメッシュ交点の影響であることが分かります。
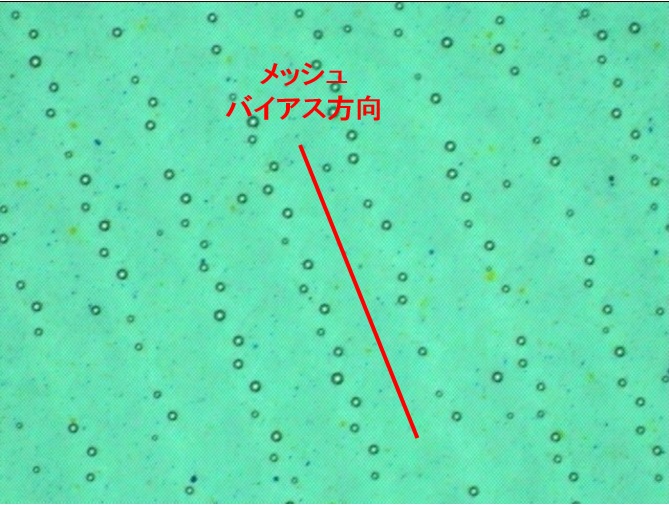
図1. 気泡の発生
前者は、印刷前に十分に攪拌を行う事で脱泡が可能です。後者は、「版離れ」の際にスクリーンメッシュ交点の下側にインキが回り込まないことで発生すると考えることが出来ます。このような現象は、粘度が高いインキでよく発生します。では、粘度が高いインキでは必ず起こるかと言うとそうではありません。粘度が高くても全く気泡が発生しない、エレクトロニクス用の銀ペーストや絶縁ペーストが多数あります。
この違いは、インキの弾性特性です。「弾性」とは、「粘性」とともに、物質の「かたさ、やわらかさ」を表す指標です。スクリーン印刷用インキには、明確に「粘性」と「弾性」があり、前者...