
前回のその7に続いて解説します。
8. 加飾技術(その1)
(1) インクジェット加飾
セーレンのブースでは、テクスチャーを付与した印刷(2.5D)された加飾フィルムを用いたTOM工法による加飾サンプルが展示されていた。
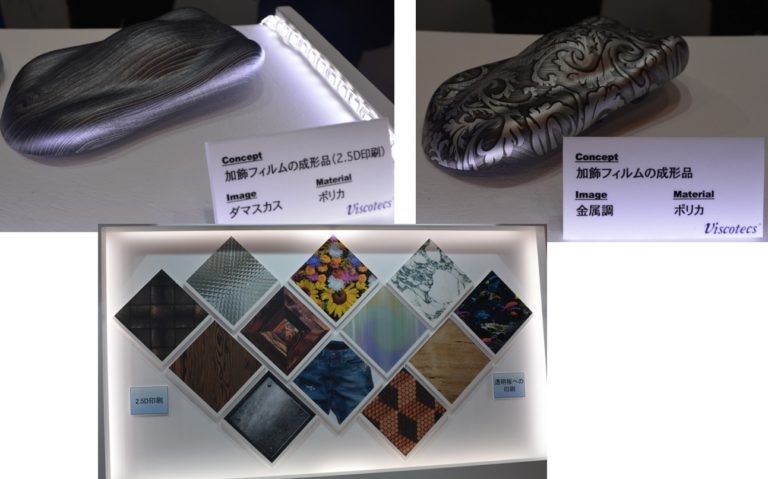 図44 セーレンブースの2.5D加飾とそれを用いた三次元加飾サンプル
図44 セーレンブースの2.5D加飾とそれを用いた三次元加飾サンプル ローランドD.G.は試作・金型製作・加飾の流れを一貫して提供できる強みをPR(図45)しており、インクジェットでテクスチャーを表現したサンプルを印刷実演していた(図46)
 図45 ローランドD.G.のブース外観
図45 ローランドD.G.のブース外観 図46 ローランドD.G.ブースで加飾されたサンプル
図46 ローランドD.G.ブースで加飾されたサンプル ミマキエンジニアリングはインクジェットによる伸びるUV硬化インクを展示していた。
 図47 ミマキエンジニアリングの伸びるUVインク
図47 ミマキエンジニアリングの伸びるUVインク(2) 三次元加飾
ナビタスは空気転写「NATS」の加飾サンプルを多数展示していた(図48)
 図48 ナビタスブースに展示されていたNATSのサンプル
図48 ナビタスブースに展示されていたNATSのサンプル 浅野研究所は熱板式減圧被覆成形機による発泡シートの三次元貼り合わせサンプルを展示していた(図49)。従来の熱板加熱では片面しか加熱できなかったので、断熱性を持つ発泡シートには対応できなかったが、両面から加熱できるようにした。
 図49 浅野研究所ブースに展示されていた発泡シート加飾
図49 浅野研究所ブースに展示されていた発泡シート加飾 吉田テクノワークスは、ガラスインサートインモールド(ガラスをインサートして射出するとともに金型内転写で加飾する)のサンプルとソフトタッチの転写であるベビースキン・シルキータッチインモールドのサンプルを展示していた。
 図50 吉田テクノワークスブースの展示サンプル
図50 吉田テクノワークスブースの展示サンプル フィルムインサート成形用のインクとしては、帝国インキ製造が高粘度インクを用いた高精細インキを展示していた。スクリーン印刷の際にドットが流れないために従来は10色に分解する必要があったものを白の上に4色で表現可能になる。
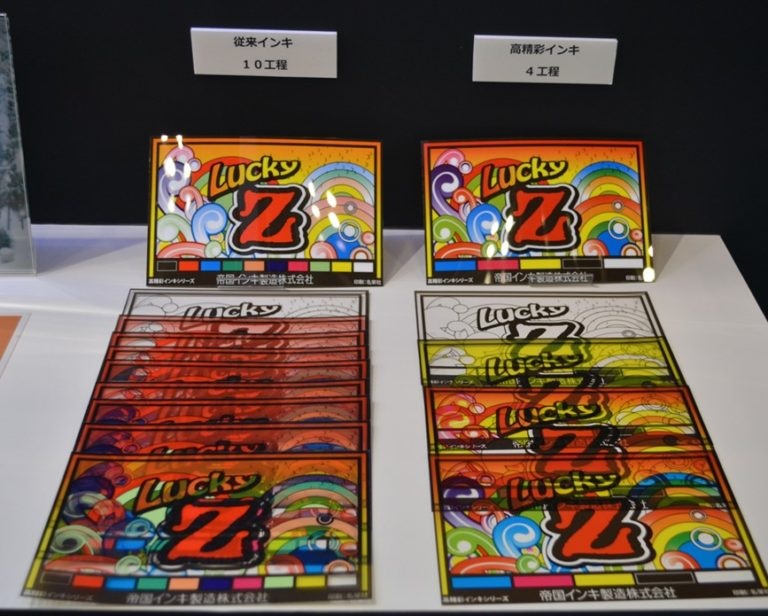 図51 ...
図51 ... 図52 セイコーアドバンスの漆黒インキ説明パネル(上)と加飾サンプル(下)
図52 セイコーアドバンスの漆黒インキ説明パネル(上)と加飾サンプル(下)















![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)














