前回のその4に続いて解説します。
6. 繊維強化の1
(1) オンラインブレンド
名機製作所は射出成形機のホッパーを2基設け、ベース樹脂と炭素繊維を成形機の中で溶融混錬し成形を行っていた(図24)。繊維が折れにくいスクリューデザインを採用している。ショーケースにはバージンの炭素繊維の他にリサイクル炭素繊維が展示されており、複合材料から回収されてきた繊維の活用を考えているようだ(図25)。
 図24 名機製作所のCF繊維のオンラインブレンド成形装置
図24 名機製作所のCF繊維のオンラインブレンド成形装置 図25 名機製作所の炭素繊維強化成形品のサンプルとバージCF,リサイクルCF
図25 名機製作所の炭素繊維強化成形品のサンプルとバージCF,リサイクルCF(2) 熱可塑エポキシ樹脂
ファナックは小松精練が開発した炭素繊維強化熱可塑性エポキシ樹脂(45%CF)を用いてボルトの成形を実演していた(図26)。スクリューは標準タイプであるが、飢餓フィードにして滞留時間を短くすることにより繊維の破断を抑制している。
 図26 ファナックブースで成形実演されていた炭素繊維強化熱可塑性エポキシ樹脂のペレット(右)と成形されたボルト
図26 ファナックブースで成形実演されていた炭素繊維強化熱可塑性エポキシ樹脂のペレット(右)と成形されたボルト(3) 熱可塑プレプリグ,UDテープの複合成形
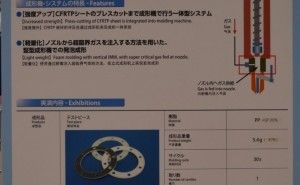
ガラス繊維や炭素繊維を熱可塑性樹脂と複合化したシートをインサートする複合成形は多くの成形機メーカーで成形実演されていた。なお、シートについては各社独自の呼称を用いているのであえて統一していない。
日本製鋼所は自動車のバンパービームを模した形状で炭素繊維/熱可塑性樹脂のUDテープ(図27)を反操作側から金型にインサートした複合成形を実演していた(図28)。図29はUDテープインサートによる成形品の展示の様子である。
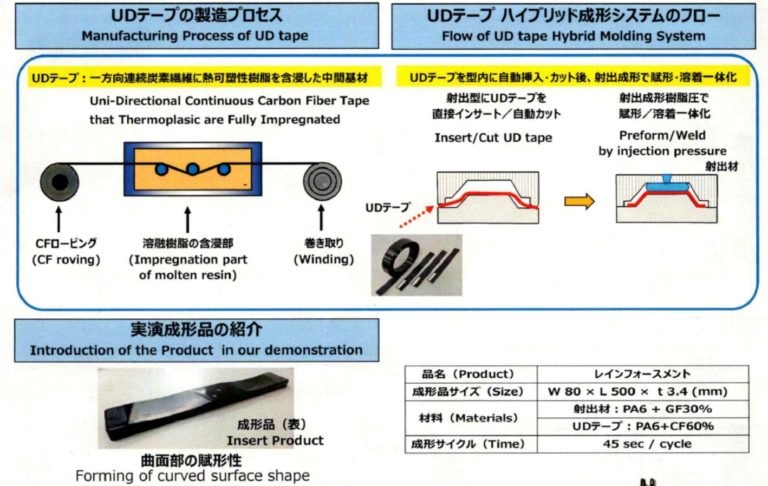 図27 日本製鋼所ブースに掲示...
図27 日本製鋼所ブースに掲示... 図28 日本製鋼所ブースで実演されていたUDテープインサート成形
図28 日本製鋼所ブースで実演されていたUDテープインサート成形