前回のその6に続いて解説します。
7.ヒート&クール成形
松井製作所のブースでは、ピアノブラックとヘアラインを含む成形品を蒸気加熱方式のヒート&クール成形を用いて実演していた(図37)。サンプル展示コーナーではヒート&クールによる高度なシボやヘアライン転写のサンプルが多数展示されていた(図38)
 図37. 松井製作所で成形実演されていたヒート&クールによるピアノブラックとヘアラインの転写
図37. 松井製作所で成形実演されていたヒート&クールによるピアノブラックとヘアラインの転写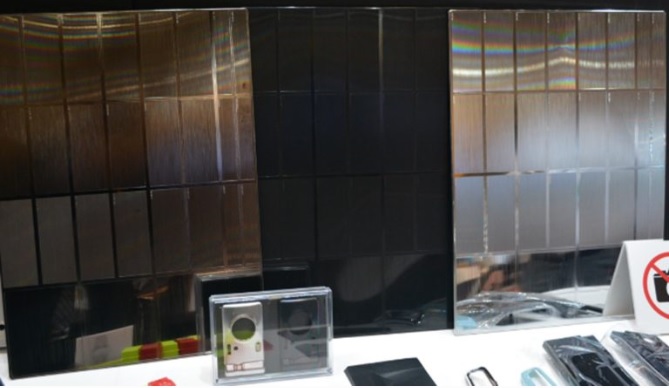 図38. 松井製作所に展示されていたヒート&クールによる高度なシボやヘアラインのサンプル
図38. 松井製作所に展示されていたヒート&クールによる高度なシボやヘアラインのサンプル RocToolのブースでは、MuCellとヒート&クールの複合成形によるピアノブラックと高シボ転写のサンプルやホログラム転写のサンプル等が多く展示されていた(図39)。自動車部品での採用が広がっているようである。図40は配布資料よりVolvoでのシボ転写を活かした採用事例である。
 図39. RocToolに展示されていたヒート&クール成形によるサンプル(左:MuCellとの組み合わせ、右:ホログラムの転写)
図39. RocToolに展示されていたヒート&クール成形によるサンプル(左:MuCellとの組み合わせ、右:ホログラムの転写) 図40. RocToolブースのデザインに関する配布資料よりシボ転写を活かした採用事例
図40. RocToolブースのデザインに関する配布資料よりシボ転写を活かした採用事例 インタープラスのブースでは、韓国のUnibellが開発した水管内の水をヒーターで加熱して行うヒート&クール技術(インタープラスが国内で販売する技術名称は「USCOOL」)と、ドイツのLindeが開発した二酸化炭素を用いたヒート&クールの技術が動画で紹介されていた(図41)
二酸化炭素を用いるメリットは水やオイルに比べて粘度が低いために配管径を2㎜Φまで細くすることが可能になり、入れ子やスライドも温調をいれることが可能になる点にある。金属3Dプリンターによる3D配管の技術との組み合わせが期待される。
 図41. インタープラスが展示していたLindeの二酸化炭素制御装置(左)とUSCOOLを用いた成形品(右)
図41. インタープラスが展示していたLindeの二酸化炭素制御装置(左)とUSCOOLを用いた成形品(右) 旭電器工業のブースには自社開発したヒート&クール技術を用いた原着メタリックのウェルドレスやピアノブラックの部品が展示されていた(図42)。
 図42. 旭電器工業...
図42. 旭電器工業... 図43. 天昇電気ブースで紹介されていた三次元形状へのヒート&クール
図43. 天昇電気ブースで紹介されていた三次元形状へのヒート&クール