前回のその3に続いて解説します。
5. 後付け式射出ユニットと多材成形
通常の成形機に乗せた金型に第二の射出ユニットを取り付けて多色成形やサンドイッチ成形を行うことは古くから行われているが、後付けユニットという「製品」が活発に使われるようになったのはMilacron(Moldmasters)がE-Multiを世に出してからである。今回は後付けユニットを用いた多色成形の実演が多かった。
日本製鋼所はJ100ADSに後付けユニットFLIP20を接続してエラストマーを用いた二色成形(スマホカバー)を実演していた。制御は別系統であるが、将来的には成形機の操作パネルで制御できるとのことである(図14)

図14.日本製鋼所で実演していた二色成形(左:新開発された後付けユニット、右:成形品サンプル)
東芝機械は、前述のE-Multiを接続してPC/ABSとエラストマーの二色成形を行っていた。E-Multiの制御は成形機の操作パネルで行える(図15)なお、この成形ではPETシートのインサートも行われており、PETシート表面にはUV硬化型の微細パターンが施されていた(図16)
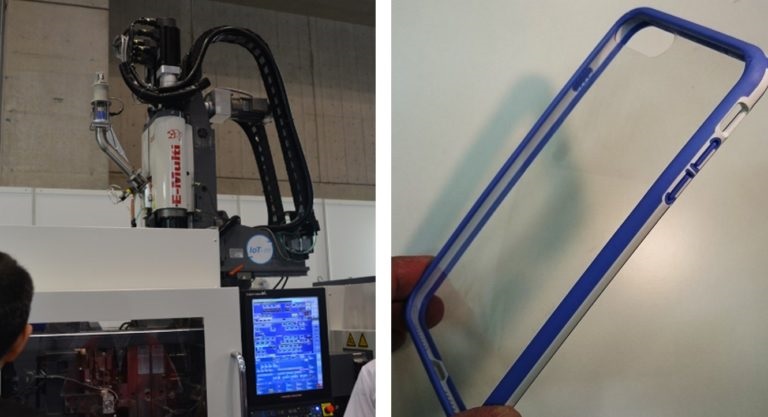
図15 東芝機械で実演されていたインサート+二色成形(左:後付け「E-Multi」、右:成形サンプル)

図16 東芝機械ブースの微細転写に関するパネル
ファナックは三材成形で後付けユニットを2基用いた成形を実演していた(図17)白色のPBTとLSRを成形で積層するとともに、PBT(黒)の部品を金型内で勘合して一体化した三材からなる部品(図18)の成形を実演していた。
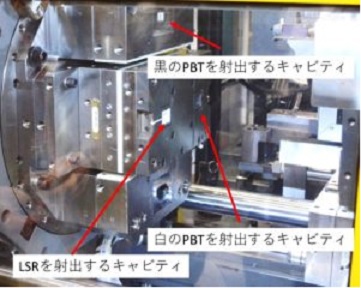 図17 ファナックブースにおける三材成形
図17 ファナックブースにおける三材成形 白のPBTにLSRを積層し、黒のPBTとロボットで勘合させる
 図18 ファナックブースで成形していた三材成形品(下)と勘合を開いた部品(上の左右)
図18 ファナックブースで成形していた三材成形品(下)と勘合を開いた部品(上の左右) ソディックは、後付けのユニットをL字に配置してPCとLSRの二色成形を行っていた(図19)熱可塑用成形機に熱硬化用ユニットを後付けした構成になっていた。金型はPCを成形するキャビティとLSRを成形するキャビティで温度を変え、一次成形品(PC)をロボットで取って二次キャビティに運ぶ方法をとっていた。
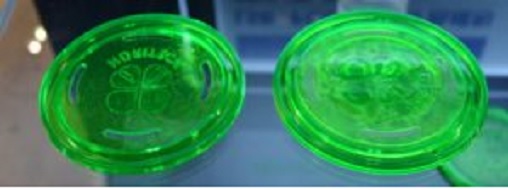 図19 ソディックブースで実演されていた二色成形(左:PCの一次成形品、右:二色成形品)
図19 ソディックブースで実演されていた二色成形(左:PCの一次成形品、右:二色成形品) U&Mプラスチックソリューションズは、「プチ射出」のユニット2台を金属プレスの金型に取り付けることで、アルミ板のプレス賦形とインサート成形/アウトサート成形を一連の動作で実演していた。図20に装置の外観、図21に成形の途中段階のサンプル、図22に成形品の写真を示す。
 図20 U&Mプラスチックスソリューションズのブースで実演していた複合成形の装置
図20 U&Mプラスチックスソリューションズのブースで実演していた複合成形の装置 図21 U&Mブースに展示されていた複合成形の途中サンプル
図21 U&Mブースに展示されていた複合成形の途中サンプル ①をプレスし...
 図22 U&Mブースで成形実演していたサンプル
図22 U&Mブースで成形実演していたサンプル 図23 住友重機械工業ブースにおけるPC/LSR成形品
図23 住友重機械工業ブースにおけるPC/LSR成形品