当事務所のコンサルティングにおいては、特に標準化という点を重要視しております。その標準化を行ううえで、特に多いのが、マシニング加工における荒取り加工条件の設定があります。
なぜ、このテーマにおいて、標準化が必要になるかというと、例えば、スローアウェイの工具を使って荒取りを行う際、そこで必要になるS値・F値について、多くの方が使用する工具カタログに記載されている推奨条件をそのまま使用しているという理由があるからです。
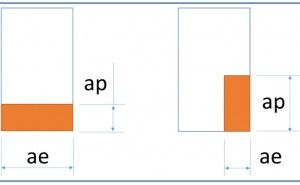
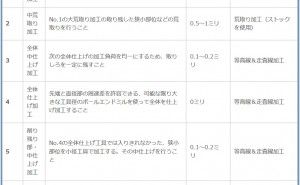
しかし、この推奨条件は万能でしょうか。例えば、下図のように、荒取りする前提が異なる場合、それでも、推奨値としてS値・F値は同じでしょうか。
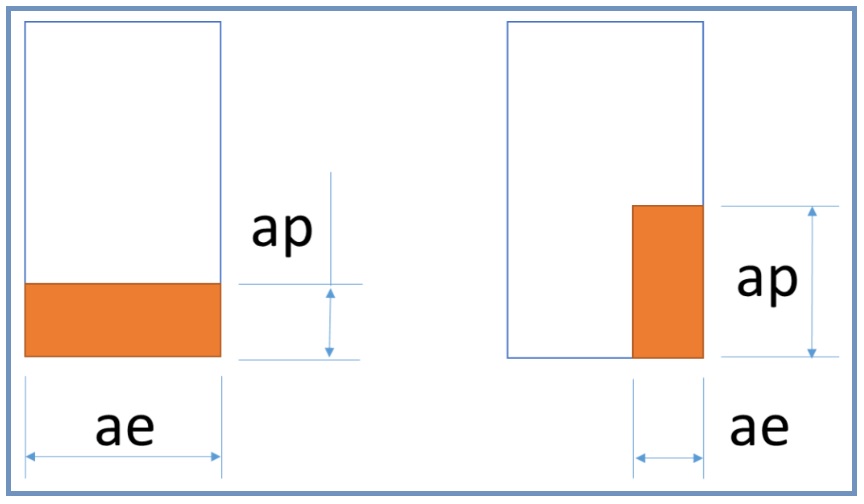
実際のところ、変えることはなく毎回同じ設定にしているオペレーターも多いと思います。しかしながら「削り屋」としては、下図のように、少なくとも「送り速度」については、変えたいところです。
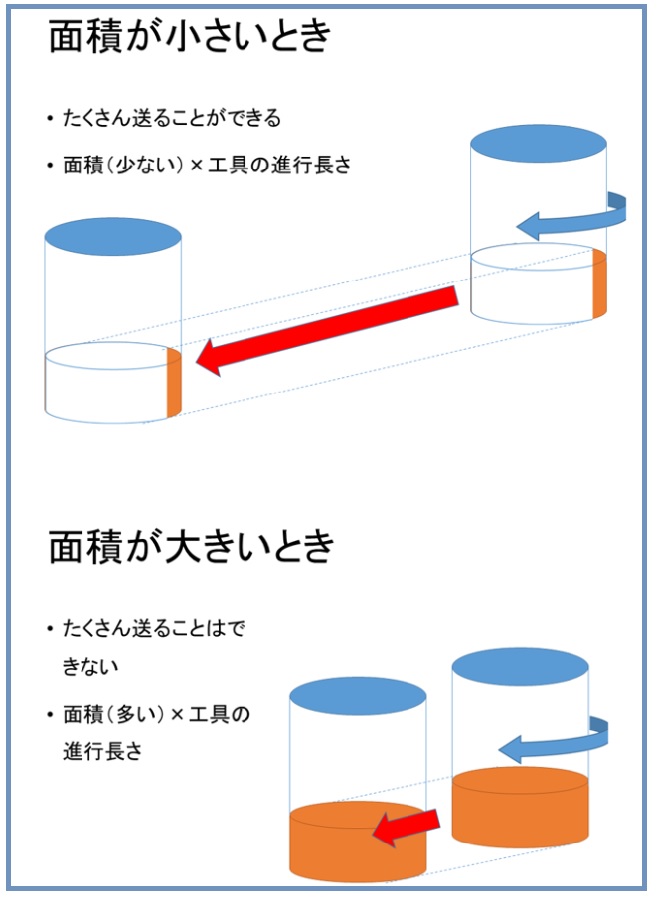
その目安は何になるのでしょうか。これは、上の2つの図に記載されている面積×工具の進行距離(長さ)、つまり切削する体積になります。具体的には、工具が1回転するときに切削する体積です。
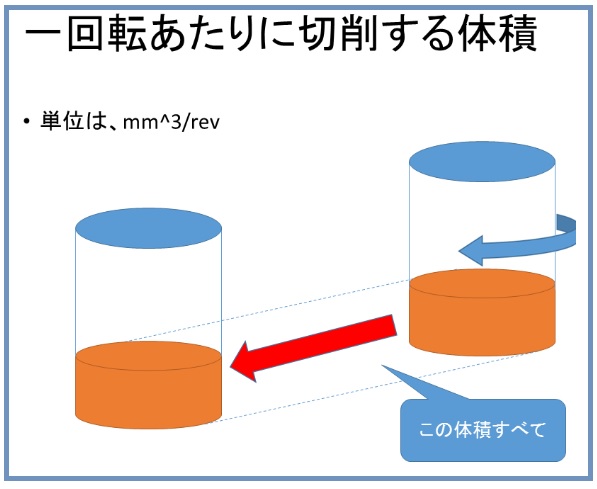
この考え方を使って、切削体積から工具の送り速度に換算する条件式に当て...










![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















