

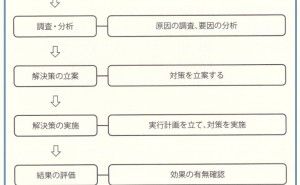
1.顧客からの要求リードタイムがますます短くなってきた
市場環境の激化から、顧客からはリードタイム短縮の要求がますます迫ってきています。顧客からの特急の仕事の現状の多くは、多くの仕掛の中から特別便と称して探し出し、赤札などを取り付けて持ち回りで、各工程に無理やり作業を変更してでも投入して完成させます。
その他にも火事場の対応と同じで、なりふり構わず工程に突っ込むやり方でその場しのぎの対応になっているものです。このような方法では混乱が混乱を呼ぶもので、いつまで経っても生産工程は安定しません。工程が安定しないことには、品質も納期も安定しないばかりか、ムダが増えてしまい競争に負けることになります。
リードタイムの短縮は、工場にとって他社との競争の武器にも匹敵する懐刀と同じです。短縮の対応をしていけば、顧客の受けも良くなるだけでなく、自社も業績が良くなってきます。リードタイムが短くなると工程の流れがよくなり、どの工程に能力の過不足、工程の不安定、品質の問題など異常がよく見えるようになり改善しやすくなります。工程の流れが良くなるというのは、汚れを拭き取り綺麗にして、不具合を発見し、再発防止をするという5Sの“清掃”に当てはまります。
リードタイム短縮の対応としては色々ありますが、加工時間そのものの短縮は、品質確認に検討や合意などに時間が掛かりすぐには難しいものです。でも加工前と加工後の停滞時間の短縮は、簡単に取組めます。それらを素早くつなげていけば、確実に社内の生産リードタイムが短縮できます。しかも仕掛削減も同時にできます。その一つは、段取り替え時間の短縮することです。
このやり方は手順がありますので、それに従って進めていけば大抵シングル化ができます。もう一つは、工程間の仕掛を削減することです。この対応としては、設備の故障やチョコ停が原因となっていますので、この対策として設備の清掃や点検を行うTPM活動があります。つまりTPM活動を進めて行きますと、設備の信頼性が高くなり、余分な仕掛を持たなくても工程をつなぐことができるのです。あくまでも設備稼働率を向上させるのではなく、必要な時に必要なだけ必要なモノだけを生産する可動率(べきどうりつと呼ばれます)の向上を目指します。さらには小ロット化ですが、これも簡単にできる方法です。
2.水すましの運用で構内物流の流れを作る
さらに設備や工程のすぐ後にストアと呼ばれる仕掛置き場を作って、後工程から引き取られた分だけ生産を着手する方法があります。これだと見かけ上のリードタイムは、ゼロと考えることができます。それは最終加工組立工程に生産指示を出せば良いので、受注から出荷までのリードタイムを短縮することができます。
この工程間の仕掛品の移動について、水すましという作業員の運用についてご紹介します。
多くの場合は、その設備や工程で作った仕掛品をその工程のオペレータ自身が持ち運ぶことがあります。これをやっているとオペレータが、工程から出たり入ったりするので、その間生産できません。また繰り返し行われる標準作業ができなくなり、狙った生産量が確保できなくなります。オペレータの人情としても、できた分をまとめて運びたいので、自分の都合の良い時にしか運ぼうとしません。
それでは後工程とのつなぐことが難しくなり、多くの仕掛ができてしまうのです。しかも置き場がなくなり、さらに先入れ先出しも混乱しはじめ、後工程のオペレータが探し出す、置き換えるといったムダが発生します。これを繰り返し行っているといつの間にか、この状態が異常だと感じられなくなるのが、悲しいかな人間の性(さが)です。
これを打ち破るには、仕組みとか仕掛けが必要になります。それが水すましという作業です。いうなればレストランのウエイターと同じです。必要な料理を順番に、しかもなくなったタイミングを見計らって持ち運んできてくれます。工場内もこのように段取りをしてくれる人がいれば、構内の物流は一気に流れが良くなります。
シンプルに考えて見ますと「バスの運行表」になります。運行表は、予め運行するルートは決まっています。さらに巡回する時間も決まっています。このように各工程間を順番にぐるぐると回る仕組みを作ればよく、そのバスの運転手が水すましとなります。ただし工程の進捗状況も仕掛の状態ですぐにわかるので、工程間の作業調整役のできる人がうってつけです。
まず各工程間の場所を決めて、どれくらいの時間で回ることができるが確認します。異常対応のために少しの余裕(30%)を持たせて、巡回の時間を決めます。それでまず回って様子をみます。微調整をしながら正しい運行表を作ります。これで工程間の仕掛が順に回るようになります。どこにもって行けば良いかは、簡単なカンバンやカードを作れば良いでしょう。運搬車がない場合は、手頃な台車で代用してもよいでしょう。
3.リズムができて血液のようにさらさらと流れるようになる
これができれば全員を集めて、ルールを紹介し周知徹底させます。当然ですが社内には警察はありませんので、社員自らが規律を守ることが求められます。バス(台車)が回り出すと色々と問題が発見できますので、当面は毎日様子を見ながら修正すべき問題点を小まめにすぐに実施していきます。
台車を実際に通すことで、通路が曲がりくねっていることや床が凸凹だったり、仕掛置き場が狭いとかわかりづらいとか、ルートが複雑すぎたりと気づかなか...


















![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















