【改善のヒント連載目次】
- 1. 儲かる現場づくりとは
- 2. チームとして改善を進める
- 3. 現場から人を抜く
- 4. からくり改善とは
- 5. 改善の目を養おう
- 6. 生産の平準化とは
- 7. 生産現場の改善
- 8. 製造現場の活用で固定費削減
- 9. 改善は全員で
- 10. レイアウト変更とパラメーター
- 11. ムダは時間と命をすり減らす
- 12. 設計変更以外の手段とは
- 13. 小さな改善の効果とは
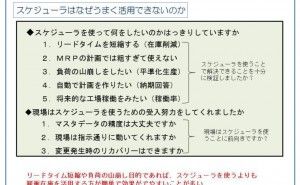
◆ 設計変更以外の手段とは
1. 改善のヒント:設計変更の実現性
どの企業においても、改善提案制度やVE・VAなどといった価値の見直しや改善の取組みがあります。それらの活動において、生産している加工品や組立品などで少し形状変更したり、材料を変更したりすると不良や手直しが無くなり、さらにはコストダウンもできるという効果的な提案やアイデアが出されます。
これらの設計変更に関わることは、技術的な確認作業や検証作業があるので設計部門に依頼することになります。また納入先の会社やお客様に伝えて設計変更をお願いしても、すぐに対応してもらえることは稀なことです。この設計変更は、多くの企業において製造現場での共通の悩みの一つのようです。
設計変更を依頼する側としては、寸法をちょっと変えるだけのことですぐにできるものと思い簡単に考えてしまいます。設計者としては相手部品や周囲の動きなど組立品や完成品になったことまでも含めての作業になります。このちょっとした寸法変更のようでも確認項目や検証作業がかなりあるので、目の前の仕事に没頭せざるを得ない状況が多くあります。筆者も若かりし頃に企業へ入社した10年間は設計と開発の業務をしていましたので、その検証作業の大変さも理解できます。また非常に慌てものだったのでミスが多く、設計変更のそのまた変更をすぐに図面を持って走り回ったことが何度もありました。最近はほとんど手書きではなく、CAD・CAMになって簡単に図面を書くことができますが、やはり技術的な検証をして実際に図面を書き変えるには時間を要するものです。
設計者はその変更に対しての責任も持つことにもなりますので、図面を右から左に回すような簡単なことではないものです。ですからすぐに図面を変えるということは、躊躇や抵抗もあるのは仕方ないかもしれません。だからといってせっかくの改善やアイデアを諦めることもできません。企業の生き残りのためには、迅速なコストダウンや作業性向上、品質向上など原価低減活動は不可欠な取り組みです。
2. 改善のヒント:設計変更までしなくてもよい改善
製造部門で気づいた改善やアイデアを実現するには、設計的に修正して設計者に依頼することもありますが、設計に頼らなくてもよい改善もまだまだあることに気づいて欲しいと思います。設計者に依頼しなければならないこともありますが、もっと自分たちが現場の当事者として設計変更をしなくてもできる改善を探してはどうでしょうか?
設計者も色々な部門からの依頼があり多忙のようなので、すべてのことを設計に任せる考えを少し変えてはどうかということです。例えば、ネジのサイズを設計的に決める時には、設計者がネジの径を強度計算して指定します。あとのネジ頭の形状や長さは現場で取扱いやすいものに設定します。それを設計者に報告をして図面として残すような考えです。
ネジの機能として大切なのは、どれくらいの強度で締め付けできるかということで、設計者がいちいちネジ頭の形状や長さまで詳細に決めることは現場に任せた方がよいかと考えます。現場ではネジの締め付けに使う工具の選定は、自分の作業性向上のためにも最も的確な工具を選ぶことができます。自分たちで考えたりする自主的な裁量があれば、人は責任も持つようになります。ネジの長さにしても、類似した寸法であれば共有化して部品在庫の削減もできます。
設計的にすぐに変更できないことがあり、諦めるのではなく他に手段はないかと考えてみましょう。治工具の改造、設備の改造、加工方法の変更、加工順番の入れ替えなどまだまだいくらでも考えられます。例えば、市販の工具をそのまま使うのではなく、もっと使いやすくアイデアを組み込むことを現場で検討はできるものです。市販の工具を使うのは競争相手も一緒ですので差別化ができません。そこで市販の工具は必ずちょっとでも改造してから使うという取り組みが必要です。これをやってみますと目からウロコが取れ、アイデアがどんどん出るようになります。
市販のものは完成度が高いから、そのまま使ってよいと勘違いしているのです。一度否定して、工具を大工さんのように自分で使いやすいように改造することで、工具を道具に変えていきます。ペンチでは、挟む個所(作用点)の形状について、対称となる相手部品に合わせて変えたり、滑り止めをつけたりできます。また握りの柄の部分(力点)は、力をさらに入れるために長く溶接したり、握りの滑り止めも改造できます。
また柄の一方に穴を開けて、台に固定することもできます。自社のオリジナルな使いやすい工具から道具へと簡単にできます。改造する工具は、工場内にいくらでもありますので、市販の工具は改造してから使おうというスローガンも持って取り組んでいくと、今までの発想が違ってきます。市販品はそのまま使うのではなく、必ず改造して使うものだと考え直すことで今までの視点が変わり目からウロコが取れます。
また視点を変えるには、からくりの原理を使ったものも効果的です。からくりの原理は、テコの原理(重いものも簡単に動かせる)、滑車の原理(ドライバーはこの原理です。滑車の組合せで距離と力を変える)、カム・リンク機構で動きを変える、歯車・ベルト・チェーンで動きを伝える、電気(静電気)、磁石、光(鏡)、音、流量(水、油、空気)などがあります。さらにアルキメデスの原理、トリチェリーの原理[1]、ニュートンの法則など中学の時の理科や習ったことが役に立ちます。このようなからくりの原理・原則を知っておけば、いざという時にアイデアやヒントが結びつきやすくなります。設計者に多くを期待しないでも、生産現場で取り組める改善活動はまだまだ残っています。