製品の複雑化や開発期間の短縮が進む現代、従来の品質管理や信頼性試験だけで市場の不具合を完全に防ぐことは困難になっています。数ヶ月におよぶテストを繰り返しても、未知のトラブルを未然に防ぐには莫大な時間とコストがかかるのが現実です。そこで注目されているのが、品質工学の「タグチメソッド(パラメータ設計)」です。本記事では、原因の追究や排除に頼るのではなく、使用環境や劣化といった「ノイズ」の影響を最小限に抑える革新的なアプローチを解説します。手戻りのないフロントローディング開発を実現し、市場クレームをゼロに近づけるロバスト設計の仕組みと、その重要性を紐解いていきましょう。
【目次】
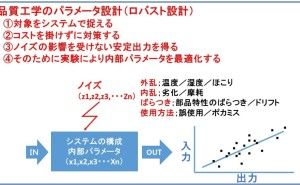
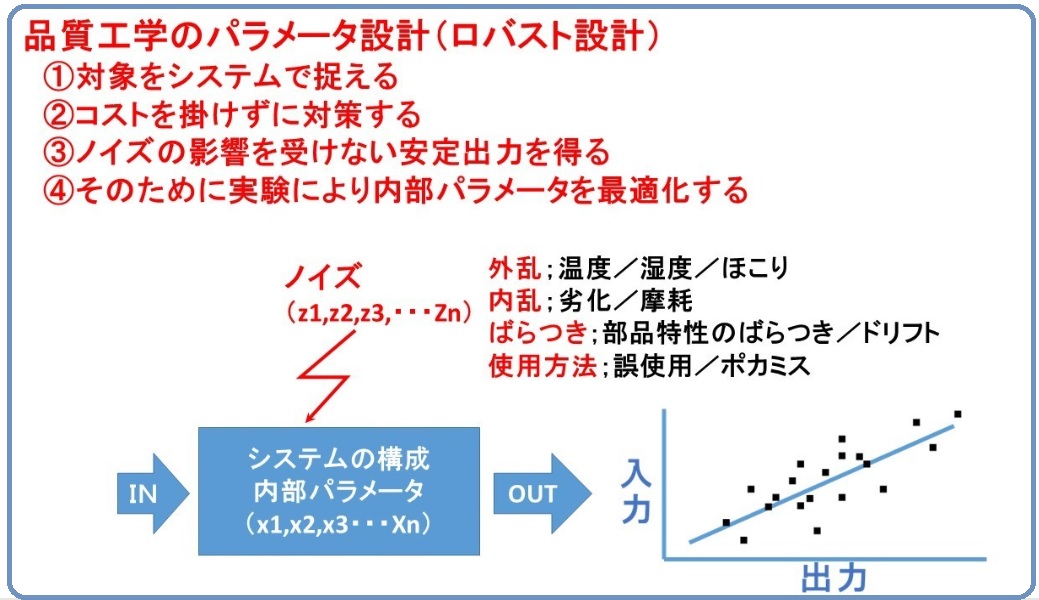
品質工学(タグチメソッドのパラメータ設計)は何のために行うのでしょうか?製品の信頼性を確保するための設計手法はFMEA/FTA/リスクアセスメントなど様々な方法があります。
1. 従来の信頼性の考え方
自動車のリコールの増加は、製品自体の構造が複雑になったこと、消費者の目が厳しくなったこと、それに、開発期間の短縮で、設計工程で問題をすべてつぶし込むことができないなど、以前とは異なった市場環境における従来型の品質管理の限界を示しているのです。
品質管理でリコールが防げない理由は、リコールの原因が設計段階で仕込まれているからです。したがって設計の方法と考...








![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)













