これは1997年の品質工学研究発表大会で、キャノン(株)の高橋貢司さんが発表した「リタードローラを用いた用紙送り機構の安定性設計」を、要約掲載したものです。
1.技術と課題
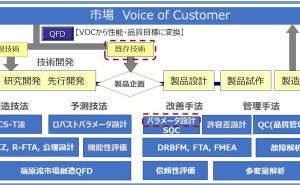
複写機やファクシミリ等に用いる用紙送り機構には、多数の用紙をミスすることなくスピーディーに送るという機能が要求されます。従来は、設計パラメータを試行錯誤的に決定したり、大量のデータを統計的に解析するなどして対応していました。
2.用紙送り機構の原理と機能
ファクシミリの原稿読み取りに用いる自動原稿送り装置(ADF)は、①セットした原稿を最上位から繰り出す「上繰り出し」、②原稿を繰り出す「リター ドローラ」、③原稿の間隔を一定距離だけ離間させる「分離/搬送速度差方式」、④原稿を搬送しながら読み取る「流し読み」、⑤原稿の繰り出しが滞つたとき以外はピックアップローラを退避させる「タイムリーピックアップ」から構成されます。
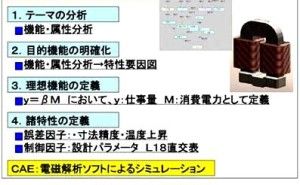
今回は「ADFの連続繰り出し性能の安定化」を最大のポイントと考え、目的機能を「複数枚の原稿をその枚数に比例した時間をかけて送ること」として、動 特性のSN比を評価しました。
3.実験方法
制御因子は①分離部入口深さ、②原稿台の傾斜角度、③原稿台のリフト形状、④トルクリミッタのリミット値、⑤リタードローラ押圧力、⑥ピックアップローラ押圧力という6因子を選定し、L18直交表に割り付けました。
誤差因子は、ピックアップローラ/繰り出しローラ/リタードローラの研磨方向/紙の種類の4因子を総給紙時間が短くなる方向と長くなる方向で調合して2水準としました。すなわち、総給紙時間が短くなる方向で「順目/順目/逆目/μの高い薄紙」、総給紙時間が長くなる方向で「逆目/逆目/順目/μの低い厚紙」です。
L18直交表の組み合わせに対して、信号因子である紙の量を3水準に調合誤差の2水準を掛け合わせた6通りのデータを計測し、段取りを含めて1時間×18通り=18時間ほどの実験となりました。
4.実験結果
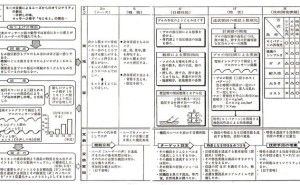
解析の結果、SN比すなわち安定性に影響が大きい制御因子は、④トルクリミッタのリミット値と⑤リタードローラ押圧力であることがわかり、最適組み合わせで確認実験したところ、初期条件に対するSN比の利得が9.27dbでほぼ推定値と一致し、全体としては信頼できる結果と考えられます。
これは総給紙時間のばらつきが1/8以下に改善されたことを意味し、また感度も初期条件の9.99から4.92になったことから給紙時間そのものも30%短縮されています。
さらに確認実験における最適条件で、まだ重送が発生していたため、リタードローラ押圧力とトルクリミッタのリミット値を、L18実験の結果からさらに良 くなると考えられる方向に振つて実験してみたところ、重送が皆無になって約5dBのSN比の改善が見られ、以後全く送り不具合は発生しませんでした。
5.成果
以上の結果により重要因子が把握でき、総給紙時間とそのばらつきを減少しただけでなく、ピックアップローラの必要動作回数が減り、動作音が減って騒音低減に貢献...