前回のゼロ・ベース経営のすすめ、7ゼロ生産実現マニュアル(その14)に続けて解説します。
『7ゼロ生産』実現マニュアル~生産性7つの阻害要因とゼロベース思想~
第2章 7ゼロ生産の指標と全体関連
3. “生産性”指標ー「PO生産性」と「MI生産性」
生産性には2つある。1つはプロダクトアウト(PO)の生産性ともう1つはマーケットイン(MI)の生産性で、前者を「PO生産性」、後者を「MI生産性」と呼ぶ。この違いは何かというと“サイクルタイム”と“タクトタイム”の違いだと思えばよい。要するにPO生産性には客の存在はなく、工場での勝手な生産性でMI生産性には客が居ることの違いである。
どのように違うかというとPO生産性での式では、分母はインプットとしての投入工数であり、分子はアウトプットとしての生産高である。そして、この式では分母を下げても、分子を上げても生産性は向上してしまう。たとえば、投入工数10人で生産高200個を造っている工程がある。少し改善をして生産高250個が造れるようになった。この場合、明らかに生産性が向上してしまう(図2-3-1)。
これは、PO生産性である。なぜなら、この式の中に顧客がいないからである。投入工数10人というのは、工場で決めたこと、また生産高250個になったというのも工場で決めたこと。どこにも顧客は居ない。工場側が、勝手に人数を決めて、勝手に生産数量を造って生産性が向上したといってバンザイをしているようなもの。これでは昔のIEでの「1秒でも速く造る、1個でも多く造る」といったことにも似ている。いまは顧客の要求するタイミングよりも速く造ってはいけないし、顧客の要求する数量より多く造ってはいけないのである。
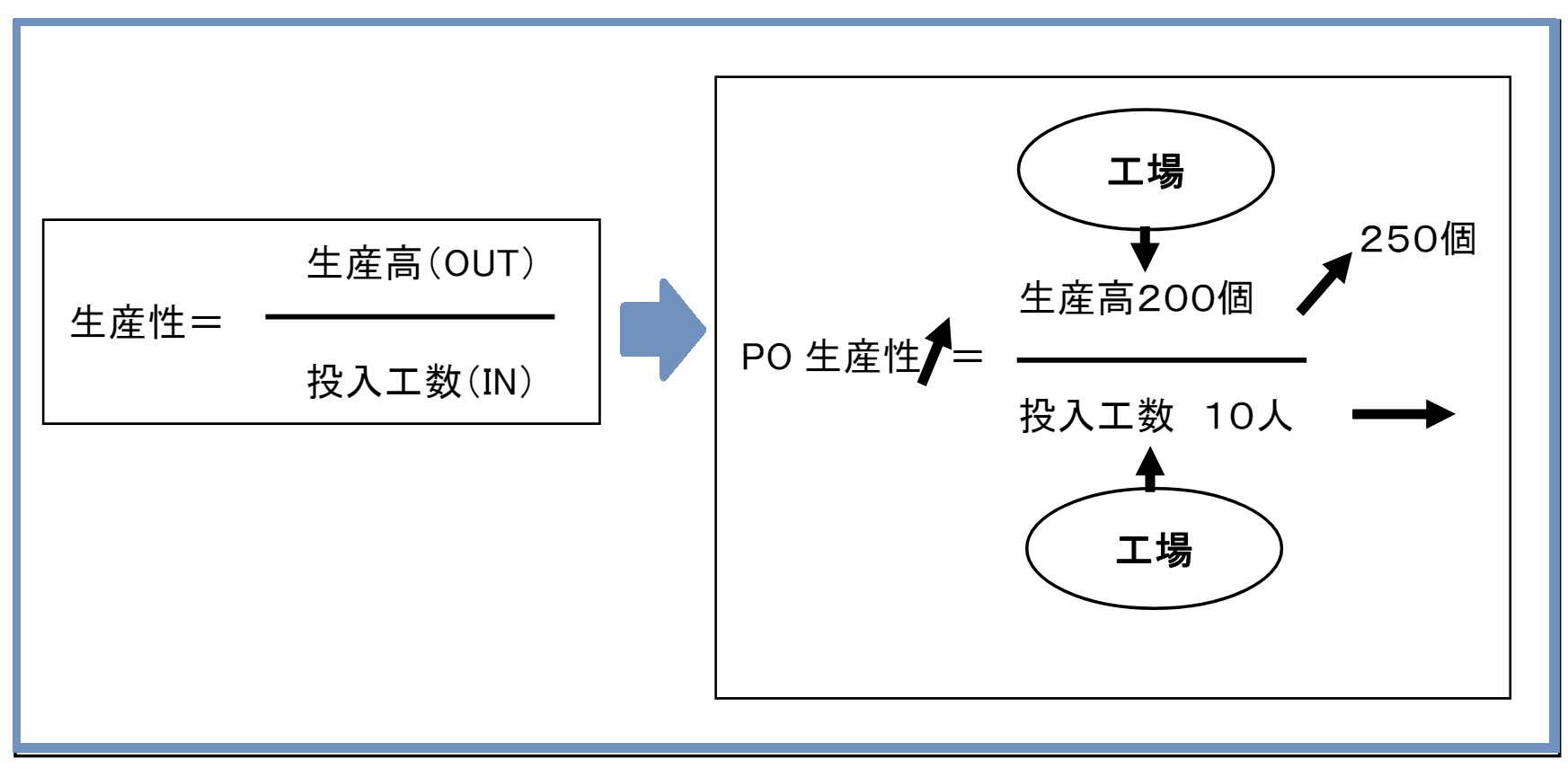
図2-3-1 PO生産性
これに対してMI生産性とは、改革・改善をして10人で250個できるようになっても250個は造らない。なぜなら生産性を求める式の分子が生産高でなく、顧客からの要求高だからである。要求高は200個であれば、それ以上造ることは在庫を増やしてしまうことに他ならない。そこでは顧客の要求高200個に何人で対応するかが問題となる。1人当たり25個であれば、要求高200個には8人で対応できるはずである。それゆえ、MI生産性では投入工数10人を8人に下げることとなり、分子が同じで、分母が下がれば、やはり生産性は向上するのである(図2-3-2)。
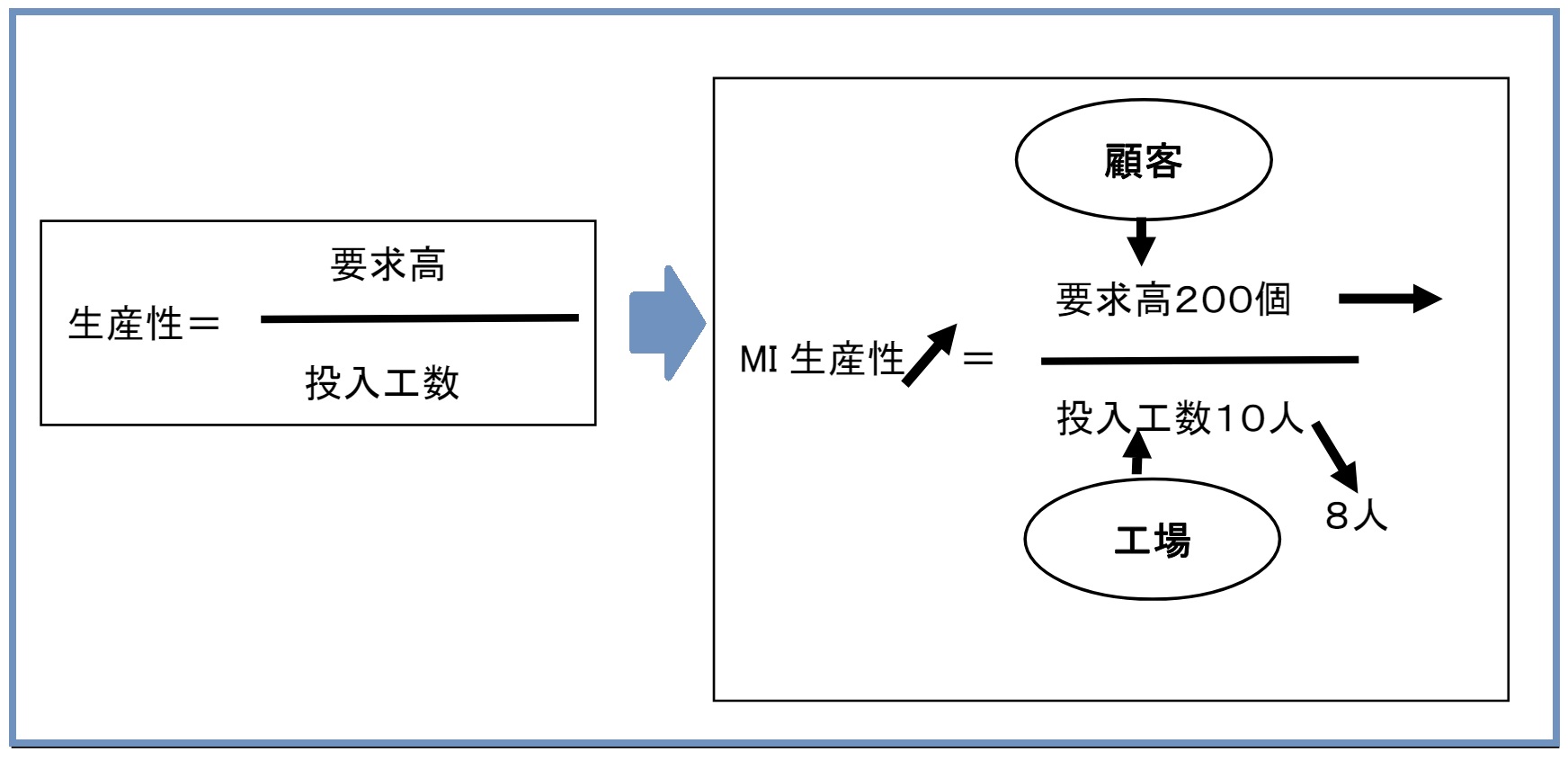
図2-3-2 MI生産性
PO生産性とMI生産性。7ゼロ生産での基本はあくまでもMI生産性であり、その場合、生産性の式に顧客が必ず入っていなくてはならない。このためにはっきり決めることは①顧客要求高、②1人当たり生産高(持ち数)の2つである。これによって要求高の変動とともに、何人で対応するのか自動的に計算で求められる。これが「少人化」であり、「フレキシブル組織」となるのである。
次に生産性の算出に何の数値を使うかであるが、大きく①付加価値生産性、②工数生産性、③台数生産性の3つのパターンがある。
- ①付加価値生産性:付加価値生産性とは、その日もしくはその月の付加価値額を総作業時間で割って算出する。
- ②工数生産性:工数生産性とは、その日もしくはその月の予定工数を実績工数で割って算出するもので、主に重機関係の大物もしくは一品物の工場で使われている。
- ③台数生産性:台数生産性とは一般には時間当たり、もしくは1人当たりの生産台数によりその生産の推移を診ていこうとするもので、生産台数を総作業時間で割って算出する。
このように生産性といっても付加価値生産性、工数生産性、台数生産性といろいろあるが、現場サイドは台数ベースの生産性を掲示したほうがピンとくる。しかし、経営効果へ繋げる管理職クラスは付加価値生産性は確実に押さえたい。すべて“カネ”で把握する習慣が必要である。
また、生産性を測る“基準”は決まったが、今度は生産性を測る“範囲”が重要となってくる。ここで、出てくるのが「直接生産性」と「総合生産性」である。直接生産性とは、生産に携わった人だけで生産性を握握することをいう。このとき、普通水すましも直接人員として組み入れる。
総合生産性とは、直接人員プラス間接人員のことで、改革・改善班なとすべての人が含まれる。最終的にはこの総合生産性が向上しなければ経営効果には寄与できないが、直接生産性の向上は、現場での“少人化”に対するフレキシブル組織か否かを判定する重要な要素となる。
忙しくても、暇でも同じ直接人員では売上が上がれば、生産性も上がり、売上が下がれば、生産性も下がることになる。このためには...