

今回は、製造現場で改善を推進し、現場のムダを儲けの宝にする話題です。製造現場を見学すると整理整頓の話題になります。そこで、お話はそこそこに、まずは、現場へ行きました。
1. 現場主義
刃具置き場へ行き、見るとある程度種類別に層別されています。だけど、サイズ別には、きっちり分類されていないのです。そして、明らかに、数が多い。このことを聞くと、
「ここまで種類別に分類し置くことにより、明らかに必要数以上に存在していることがわかった。以前は、探しても見つからないものだから、購入を依頼し買っていた結果がこの有様です。いまは、存在する所在と個数がわかるので、必要以上に購入することはなくなりました。」
「なるほど、じゃあ、さらに整理整頓を進めましょう。どんな風にしましょうか?」
「えっと、まず、サイズ別に並べて、使用中のものはこのエリアに、そして、新品はココに3個だけ置き、使用中のものが使用不可になったら、使用中に置き換える。そして、新規に刃具を1本購入する。」
「う~ん。いいですね!!。ここでまず置き換えてみて、、。」
2. 実践主義
「こんなんでしょうか?」
「まずまずのようですね。あと、機械別にはどうしよう?使用不可状態の確認方法は?」
「そうですね、それらも含めて、少し考えてみます」
「いつまでに、やりましょうか?」
「ウ~ん。忙しいんですよね。こんなにありますから、、?!?!?!」
「いいよ、まずはほんの少し、これだけのエリアに限定して、試行・思考を重ねてみてくださいよ」
「ハイ、それなら、OKです。xxまでに、やってみます」
「まずまずのようですね。あと、機械別にはどうしよう?使用不可状態の確認方法は?」
「そうですね、それらも含めて、少し考えてみます」
「いつまでに、やりましょうか?」
「ウ~ん。忙しいんですよね。こんなにありますから、、?!?!?!」
「いいよ、まずはほんの少し、これだけのエリアに限定して、試行・思考を重ねてみてくださいよ」
「ハイ、それなら、OKです。xxまでに、やってみます」
現場では、小さくても早い効果を実感させながら、確信をもって進化を実践です。
3. 現場のムダを儲けの宝に!!
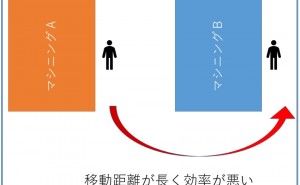
・工場で、台車からパレットに製品をずらして、移し変える作業を見ていた時のことです。
「ああ、大変ですね」と声をかけると、「全然、大変じゃありません。いつもやっていますし」との返答です。
・高さを統一させれば、スムーズなんでしょうにね。倉庫で入庫のたび、奥深く保管された製品を、先入れ先出しのため移し変える作業を見ていた時のことです。
「ああ、大変ですね」と声をかけると、「全然、大変じゃありません。いつもやっていますし」との返答です。
・発注の頻度、先入れ先出し必要性のレベル、間口を広くした置き方など、考えることは、ないのでしょうか?
長年その環境に浸りきっている当人にとっては、気づかないことも多いことでしょう。今一度、ゼロベースで拘りを持って、現場を見つめると、きっと、多くの新たな事象が目に飛び込んでくることと思います!!
例えば、
・必要以上と思われる仕掛の存在/量/置かれ方
・館内放送や電話にて、何度か持ち場を離れる現場リーダー兼作業者
・何度と製品が入った箱を少しづつづらす作業
・5分前に止まった設備に、だれもまだ対応に来ない場面
等々、ムダの存在や儲けへの糊しろ
・館内放送や電話にて、何度か持ち場を離れる現場リーダー兼作業者
・何度と製品が入った箱を少しづつづらす作業
・5分前に止まった設備に、だれもまだ対応に来ない場面
等々、ムダの存在や儲けへの糊しろ
さらには、
・大雑把な時間の...









![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















