1.最新技法CS-Tの狙い
前回“その3”では,お客様の期待を超える製品をフロントローディングで実現するためには,新たなシステムや制御因子を創造的に発想することが必須となるケースが多いことを説明しました.今回は,新たなシステムや制御因子の発想を加速する最新技法CS-Tの狙いについて説明します。
2.技術開発活動の全体像とCS-T法の狙い
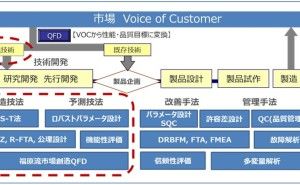
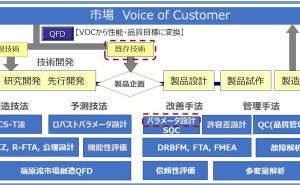
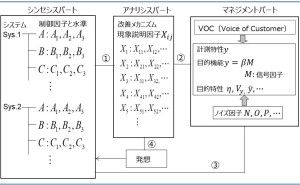
本解説シリーズの“その2”において,技術開発の活動は図1の3つのパートからなることを説明しました.各パートの内容を以下に示します.(詳細は“その2”参照)
【マネジメントパート】
性能とロバスト性を測るものさしと,その目標レベルを決定する
【シンセシスパート】
性能とロバスト性の目標を達成するために,システムを考案あるいは選択し,システムを構成する制御因子の水準を最適化する
【アナリシスパート】
性能とロバスト性が改善したメカにニズムを把握するために,現象説明因子と目的特性の因果関係を把握する
ここで,図1の3つのパートの因果関係の方向は以下に示した左から右への流れとなります.
シンセシスパート(制御因子の水準を変更する)→アナリシスパート(現象説明因子の値が変化する)
→マネジメントパート(目的特性の値が変化する)
因果構造の解析は,因果関係の向きに合わせて,図1の左の原因系から右の結果系に向かって実施しますが,システムや制御因子の発想は逆に右から左に向いて実施することが重要です.この発想の流れを無視して,単なる思い付きでシステムや制御因子を発想してしまうと,目的特性の目標達成に向けて前進することは難しいため,無駄な試行錯誤に多くのリソースを割いてしまう結果となってしまいます.
また,多くの技術開発で実施されている,顕在化した不具合現象を対象としたメカニズム解明もシステムや制御因子の発想の的確性の向上は期待できません.(詳細は“その2”参照)目的特性の目標達成に向けて,発想の的確性を高める最も効果的な手段は,目的機能が改善したメカニズムを把握することであり,それが技術開発を成功させる原動力なのです.
そして,改善メカニズムは図1のアナリシスパートにある現象説明因子と目的特性の因果関係で記述されます.この2つのパートの因果関係を,できるだけ少ない実験サンプルで精度良く明らかにすることがCS-T法の狙いです.応答曲面法やAIによる自動最適化などが注目されていますが,図1のシンセシスパートとマネジメントパートを対象とした活動の効率性と精度の改善だけでは技術開発を成功に導くことは難しいのです.(図1の③)技術者の発想力の向上が技術開発を成功させる最大の要因なのです.(図1の①②④)
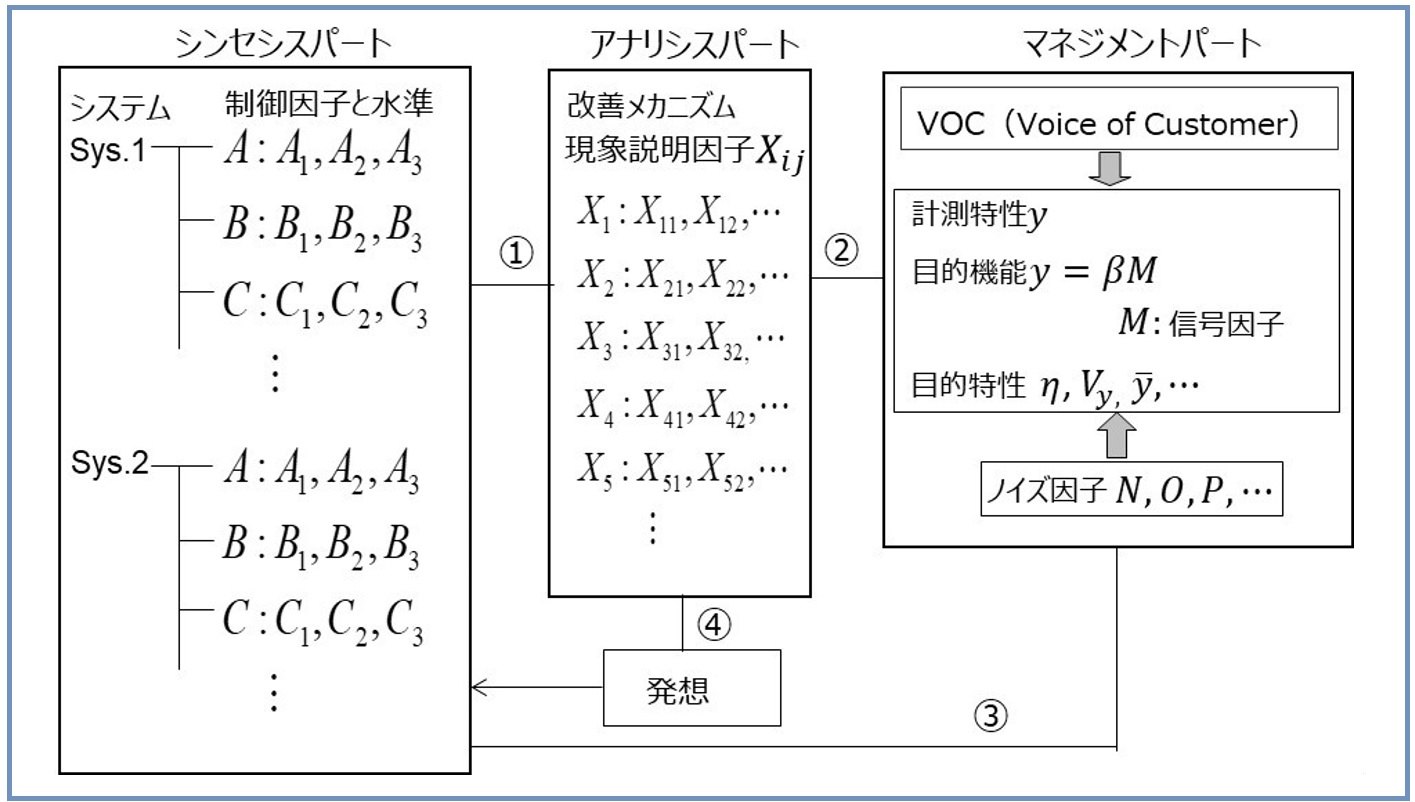
図1 技術開発の全体像(再掲)
【出典:タグチメソッドによる技術開発 ~基本機能を探索できるCS-T法~ 日科技連】
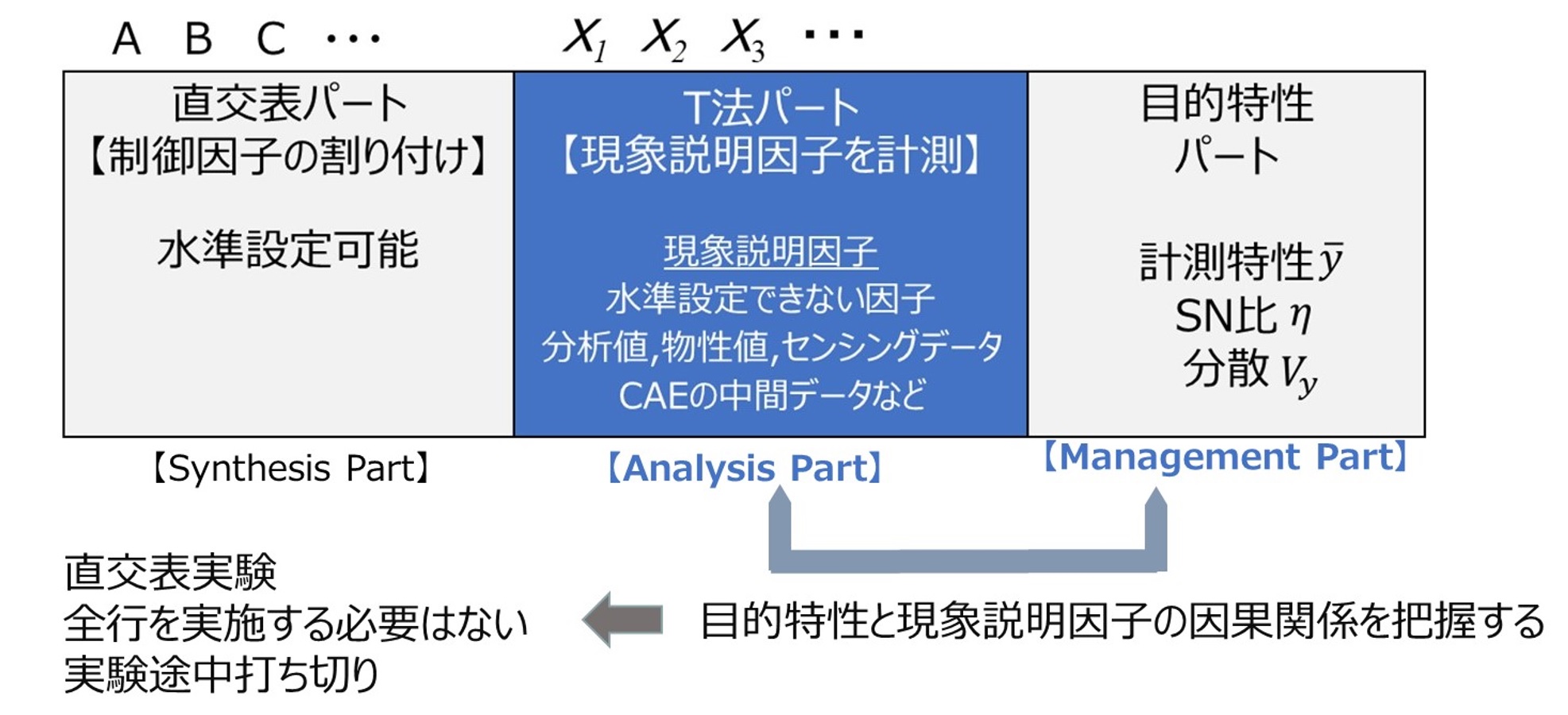
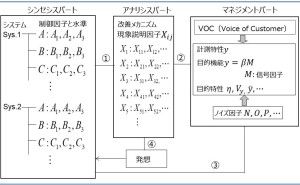
3.CS-T(Causality Search T-Method) 法の実験構造
CS-T法の実験構造を図2に示します.CS-T法は図1の3つのパート全てをカバーした実験構造となっています.CS-T法の目的特性パートがマネジメントパートに相当し,直交表パートがシンセシスパート,アナリシスパートがT法パートに相当します.目的特性と直交表から構成されるロバストパラメータ設計にT法パートを挿入した構造です.T法は品質工学における多変量解析の一種で,重回帰分析と同様に特性値の予測のために考案された手法です.CS-T法は少ないサンプル数でも精度の低下が少ないというT法の特長を最大限利用し,予測ではなく因果関係の解析を目的にT法を応用した技法です.
CS-T法の狙いはマネジメントパートにある目的特性と,アナリシスパートにある現象説明因子の因果関係を把握することですが,そのためには現象説明因子の値と目的特性の値を変える必要があります.その役割が直交表であり,直交表をサンプル作成条件表に活用することで,少ないサンプルで現象説明因子の値と目的特性の値を大きく変えることが可能となります.現象説明因子の値と目的特性の値を大きく変えることと,T法を活用することによって,少ないサンプル数でも十分な解析精度を得ることが可能となります.また,CS-T法では直...