◆品質工学を導入する前の技術開発の進め方の振り返りとPDSAサイクルの紹介
1.はじめに
品質工学による技術開発の(その15)からLIMDOW-MOの事例を取り上げて,品質工学による技術開発の進め方を紹介しています.前回の(その16)ではLIMDOW-MOの技術開発段階から事業化成功に至る全体像を紹介しました.今回は品質工学を導入する前の技術開発の進め方を振り返りながら,仕組みとしての品質工学の骨格となるPDSA(Plan Do Study Action)サイクルを紹介します.
【この連載の前回:品質工学による技術開発(その16)実験の成功から技術開発の成功へのリンク】
◆【特集】 連載記事紹介:連載記事のタイトルをまとめて紹介、各タイトルから詳細解説に直リンク!!
2.区切りのない部分最適実験
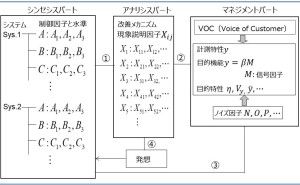
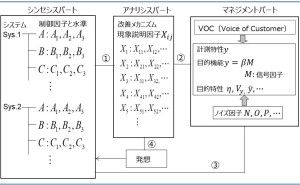
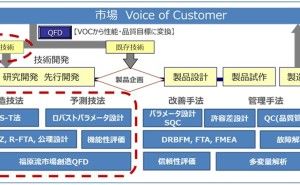
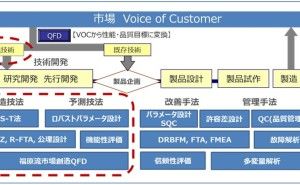
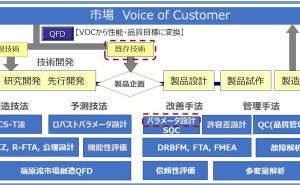
図1に品質工学を導入する前の1991年までのLIMDOW-MOの技術開発における評価特性の一覧を示します.ここでは2層方式(その15参照)を対象にサブシステムと各サブシステムの物理特性との関係も合わせて表記しています.評価特性は目標水準の設定が「可能な目的特性とメカニズムを記述する現象説明因子が混在して記されています.当時はマネジメントパートにある目的特性とアナリシスパートにある現象説明因子の技術開発上の意味を明確に意識せず混在したまま計測していたのです(その4参照)
目的特性と現象説明因子の狙いを明確に分けることで,質の高い技術情報を獲得できます.そして,そこから新たな知見を得て,新しい技術手段を発想するPDSAのサイクルを効果的に回すことができるのですが,当時はそのような意識はまったくなかったのです.(その1参照)当時の技術開発では,最初にその時点で注目している目的特性を取り上げて,次にその目的特性と因果関係がありそうな制御因子の水準を一因子実験で変更するというアプローチでした.試作品を作り,注目している目的特性の目標達成度あるいは改善程度を評価し,目的特性の値の変化を磁気特性などの現象説明因子で説明するという方法です.
このような技術開発の進め方では注目している目的特性の値の目標を達成できたとしても,他の目的特性の値が悪化してしまう現象が起きてしまいます.複数の目的特性間のトレードオフ関係の中でのモグラたたきは非効率という問題もありますが,トータルな目標達成に向けた技術者の創造活動が困難になってしまうことの方がより大きな問題です.区切りのないある種の混乱状態の中では技術蓄積が進まず,技術者の成長という点で課題が残ります.トータルな目標に向かっている実感を得ることが難しいので技術者の達成感を味わうことも困難となってしまいます.
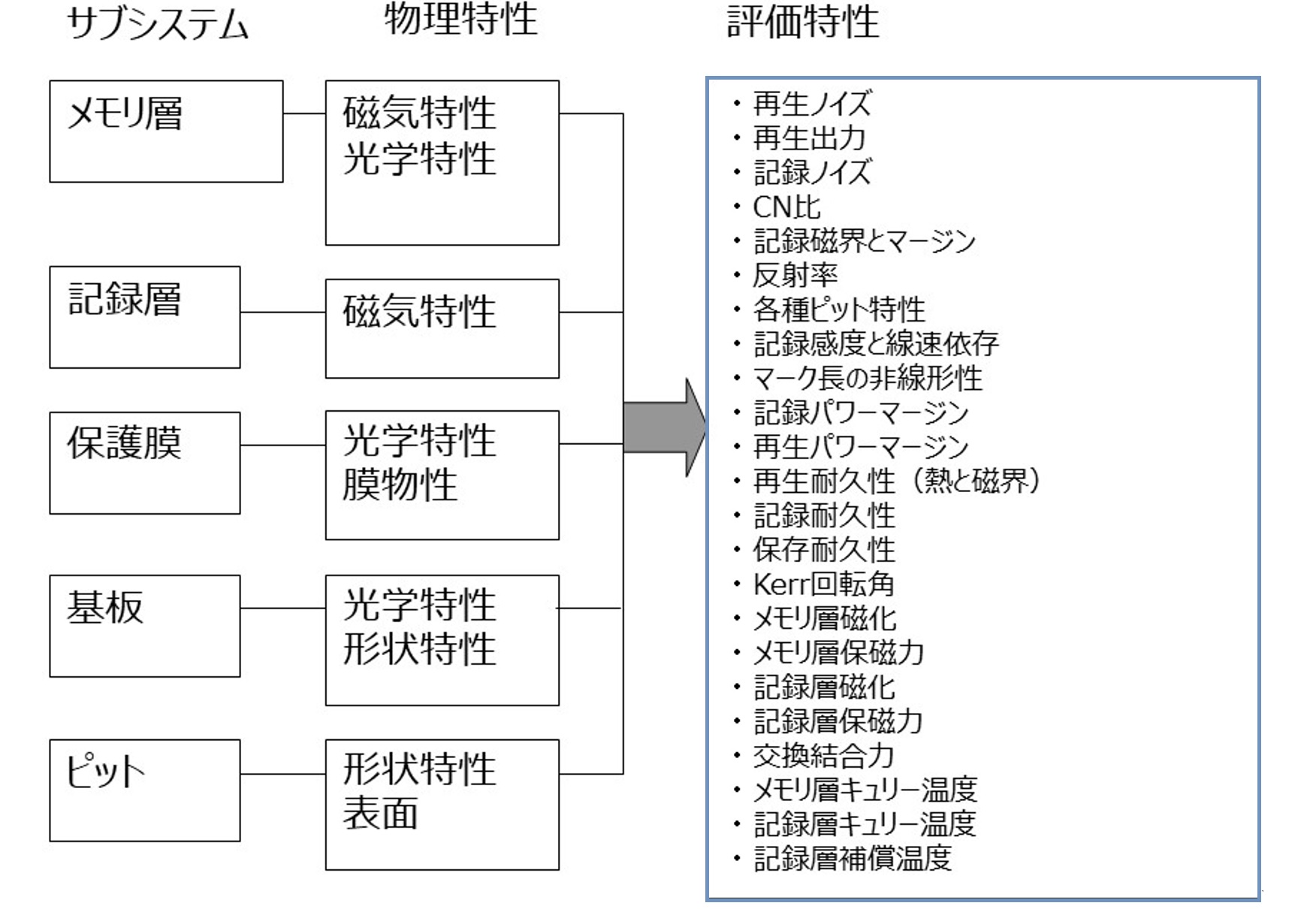
図1.2層方式LIMDOW-MOの評価特性一覧
3.技術開発の骨格はPDSAサイクル
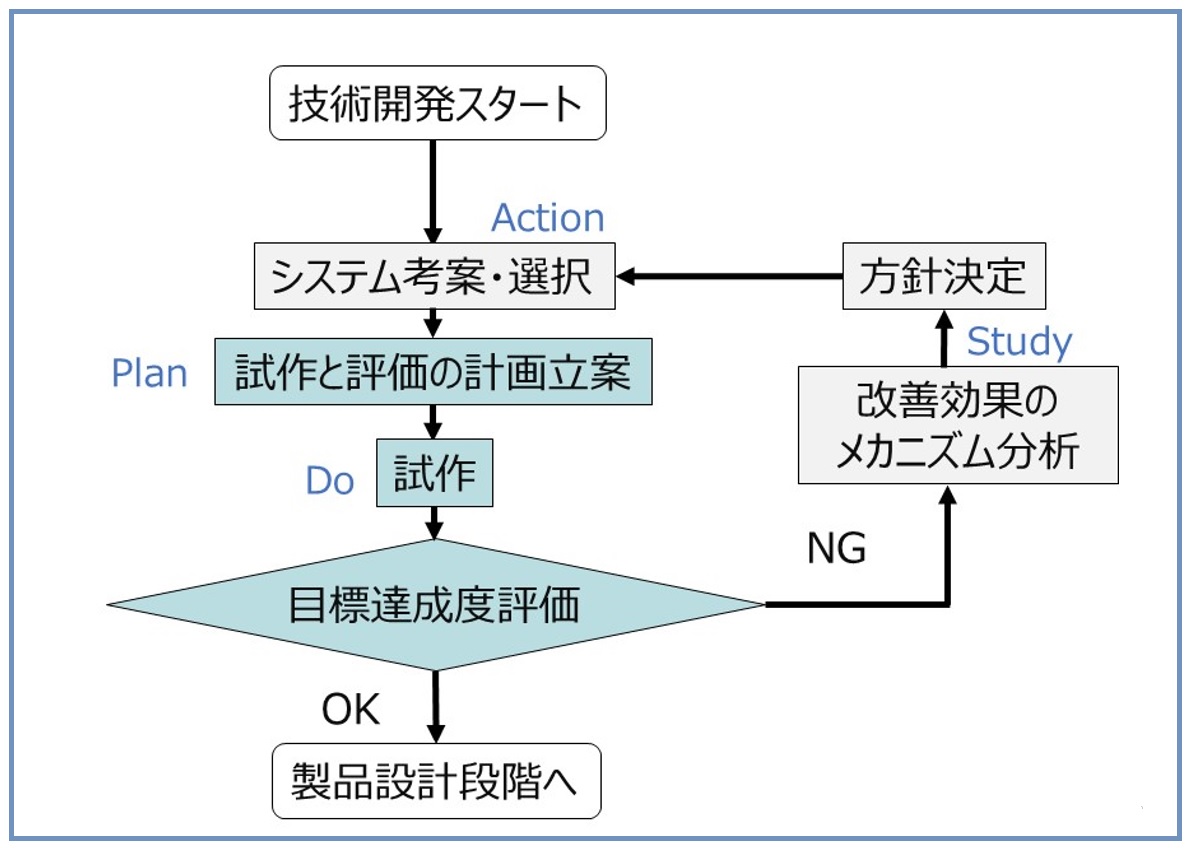
図2に技術開発のPDSAサイクルを示します.試作と評価の計画立案が”Plan”に相当します.LIMDOW-MOの技術開発では最初のアイデアである2層方式を対象とした試作と評価の計画を立案しました.試作と評価の計画に基づいて実験を実施し,目標達成度を評価するまでが”Do”です.ここで目標達成度の評価をCheckとすることも可能ですが,図2では両者を合わせて”Do”としました.
最初のアイデアで目標達成できれば良いのですが,たいていはそうはいきません.LIMDOW-MOの事例でも2層方式では全ての目的特性の目標を達成することはできませんでした.ほとんどの技術開発テーマではテーマのスタート段階では図1にある目的特性の複数の項目が目標未達となります.そこで新たな技術手段の考案が必須となるのですが,この考案の質を高める原動力が“Plan”の段階での計画立案なのです.試作計画のポイントは目標未達成だとしても,できるだけ大きな目的特性の改善効果が得られる計画にすることであり,それを可能にするのが直交表実験です.評価計画のポイントは目的特性の網羅性と効率性を両立することであり,それを可能にするのが機能性評価です.図2のPDSAサイクルに直交表実験と機能性評価を合わせて入れこむと,それがロバストパラメータ設計による技術開発プロセスとなります.(その1、その5参照)
次に目標未達成の目的特性を改善するメカニズムを把握する活動に入ります.改善メカニズムの把握を効果的に実施する技法がCS-T法です.(その4参照)LIMDOW-MOの技術開発当時はCS-Tがありませんでしたので試行錯誤的なアプローチで磁気特性を計測し,改善効果のメカニズムを把握しました[1].以下に目的特性が改善するメカニズムの記述の例を示します.
- 組成αを増やす ⇒ キュリー温度X_1が下がる ⇒ 記録レーザーパワーを低くできる
- 組成αを減らす ⇒ 反磁界X_3が低減する.さらに磁気的エネルギーX_4が上昇する ⇒ SN比が改善する
- 組成αを増やす ⇒ 必要な磁界X_2が低下する(磁界マージンが広くなる) ⇒ SN比が改善する
改善効果のメカニズムを把握することで新たな技術手段を考案する方向性を定めることが可能となります.それが図2の方針決定です.例を以下に示します.
「記録層の磁気的エネルギーX_4を極限まで高く設定することでSN比を高く維持し,同時に記録層を極限まで薄くすることで記録パワーを低減する.」
改善効果のメカニズムを把握し,新たな技術手段を考案する指針を得る活動が図2の”Study”です.“Study”の結果から新たな技術手段を考案します.それが”Action”に相当し,考案したシステムから制御因子を取り上げて試作と評価の計画を立案します.
図2にロバストパラメータ設計やCS-T法を取り入れてPDSAサイクルを回すことでトータルな目標達成に向けて技術開発を加速させることが可能となります.図2のPDSAサイクルをさらに効果的に回すためにはロバストパラメータ設計やCS-T法に加えてR-FTAや公理設計などの技法を融合することが効果的なのですが,技法を融合した技術開発プロセスを柔軟に設計できるTechnology 7(T7)という仕組みを提案しました.T7についても本解説シリーズで取り上げる予定です[2][3][4].このPDSAサイクルやT7は人財育成にも効果的です...