【JIT(ジャストインタイム)連載目次】
- 1. リードタイムの短縮は、全体を見ることから
- 2. コストダウンはリードタイム短縮で
- 3. バッチではなく一つずつ取組む
- 4. 押すから引くことに変えて在庫削減
- 5. リードタイムを短縮して武器にする
- 6. 工程の流れを見えるようにする
- 7. 生産情報の整流化でムダ取り
- 8. 工程全体を魚の形で見えるようにする
- 9. リードタイム短縮はムダ取りから始める
1.JIT:全工程の流れが見えないので対応ができない
リーマンショック以来、客先からの要求が段々と厳しくなってきていますが、コストダウンや品質だけではなく、リードタイム短縮もその対象になってきています。コストダウンや品質の改善は、現物の技術的検討に時間と労力が随分とかかるものです。でも実はリードタイム短縮にはあまりお金の掛からない取組みということをご存じない人が多いようです。
リードタイム短縮は、やろうとしてもその方法がわからないので苦労されているかと思います。工程ごとの製造リードタイムはかなり見えるものですが、工程間の停滞しているリードタイムの実態が把握できていないので右往左往しておられるようです。
この停滞が実は宝の山そのものであって、ちょっとしたことでびっくりするほどの効果が出てくるのです。多くの業種でこの眠っている停滞しているリードタイムを呼び覚ますことで大幅な短縮が可能になります。しかもほとんどお金は掛からないのです。
工場に素材が入荷して格納し、ピッキングして加工し、組立して検査をして、梱包して出荷するまでの一連の流れがあります。でもどうなっているかの詳細を知っている人はほとんどの工場で誰もいないのが現状なのです。そんな馬鹿なことがあるかと思われるかも知れませんが、実際に最初から工程の順番に観察して見てください。各工程で使われている帳票、画面、さらにそれらのルールや作業方法はどうなっているか?といわれると答えようがなく、全工程のリードタイム短縮の改善がなかなか進まない訳なのです。一部の改善をしても、全体の流れを短縮することまでには実際にはなかなか手が打てていないままになっているのです。まずはご自分の背中に羽をつけて、鳥になった気分で工場全体を見てみましょう。全体を見渡すことはリードタイム短縮に非常なヒントを与えてくれます。
2.JIT:工場の全体像を把握する
最初に工場の全体像を掴みます。機種選定に悩みますが、よい機会ですので全品種と生産量の関係を把握するためにもABC分析を行ってください。そこでパレートの法則を思い出し、上位20%がどのようなものかを再認識しておきます。大抵はその20%の品種で80%の労力を費やしているのです。でも残りのあまり流れない20%に80%の労力を費やしていたら大問題です。仕事のやり方を根本から変える必要があります。良く流れる品種を基に追っていきましょう。不安ならば簡単な機種からでも構いません。
まずモノの流れが見えるマップを作成することです。そして素材入荷場所から完成品の出荷場所までの一連の流れが見えるように描いていきます。いわば探検地図のようなものですのでワクワクしてきますね。大げさですが、工場の誰も知らなかったモノの流れのルート図を初めて作るのです。このマップとともにデジカメも準備して、それぞれの作業風景や作業環境も撮影しておきます。改善前の貴重な財産にもなりますので、是非貴重な保管資料にしてください。
それと合わせて使っている帳票や画面もコピーをすべて取っておきます。これも並べてみると、統一性のなく場当たり的な工程の流れだったことが良くわかります。この際ルールや暗黙知となっている約束ごとも、現場の人たちに協力してもらい詳細にヒアリングしておきます。ついでに普段からある問題や不満もガス抜きとして聞いておいて、あとの改善に協力してもらえるようにしておきます。
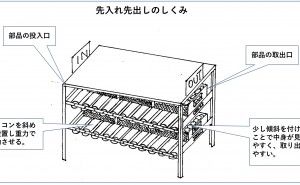
各工程の停滞時間と実際の作業時間を調査します。工場内の各仕掛は、何もされないままで“停滞=寝ている”ことが判明してきます。対策は、停滞時間の情報を素早く次工程に伝達し、すぐに加工・組立の作業に着手していきます。仕掛の置き場を明確にして量の管理、ルール作り、責任者の配置、異常管理の手順などを設定し、毎日管理していきますと、短期間で大幅な時間短縮ができるようになります。工程間のコミュニケーションを確実に取り合い、すり合せるくらいにやることです。人はホテルで宿泊すると宿泊料を請求されます。でも工場内では“仕掛”という客は一向に宿泊代を払ってくれないばかりか、銀行に金利を密かに横流ししているのです。困ったものですが、気づかないことには対処できません。この大きな手待ちのムダに気づいて欲しいのです。
3.JIT:リードタイム短縮は武器になる
C社の新商品提供のリードタイム短縮は、ほとんど費用も時間も掛かりませんでした。客先要求の10日間を完全にオーバーして、なんと実情が80日間もかかっており多くの苦情が来ていました。それをテーマとして、各工程の情報とモノの流れを分析してリードタイムの見直しを行いました。実際の加工時間は熱処理を含めて、受注~設計~試作~量産~出荷までを18日間に短縮し、さらに改善を進めてなんと5日間で対応することができるようにしたのです。
客先は10日間というのが業界の頂点と認識していたのです。でも5日間でできるようになり非常に素早く対応できるようになって、一気に新商品の注文を受注可能になりました。しかもリードタイム短縮で仕掛も大幅に削減することも目に見える成果となり、横展開を一気に図って操業度が50%以下でも利益がでるようになったのです。リードタイム短縮は、他社を圧...













![[エキスパート会員インタビュー記事]食品業界の改善活動から始まった多面的な改善アプローチ(小松 加奈 氏)](https://assets.monodukuri.com/article/jirei/2264/a9eb64e5-28e8-47eb-a839-d2547966154e-thumb.png?d=0x0)