工場の経営者から現場の従業員の方を対象として「作業環境:5S、ムダ」をテーマに連載で解説します。固定観念を打ち崩しながら現場改善に留(とど)まらず、経営革新まで範囲を広げて、改善とは何か、革新とは何かを、目からウロコ的に連載しておりますが、今回はその第11回目となります。
◆継続的改善を確実に進める仕組みを理解する
改善を始めるに当たり、大切なことがありますが、改善を継続して行う仕組みを理解しておられない人が、あまりに多いのが現状です。そのため、改善活動が一過性の取り組みや業務以外の仕事になってしまい、結局、改善活動が継続してできない雰囲気や企業文化になっているのです。
掛け声が大きい時には社員も活動しますが、声が小さくなると次第に活動も衰えてくるものです。それは活動開始前に「何のために改善をやるべきなのか」について、全社員に分かるように説得していないなどの要因が挙げられます。また闇雲に改善をしようとしても無理です。改善を進めるにはセオリーがありますが、内容をキチンと理解しているかどうかも重要です。今回は、改善が継続するセオリーについて紹介します。
1. 動作や作業などのバラツキ抑える
改善のセオリーのキモは、動作や作業などのバラツキを抑えることです。バラツキが大きいと何を捉えてよいかが分かりませんので、改善も進めにくくなります。対象を明確にして絞り込むことです。一過性で終わることも避けたいので、改善が継続する仕組みも合わせて構築していくべきです。バラツキがあるとムラが発生します。さらにムラがあることで、必要以上のムリをすることになり、それが結局はムダになっていきます。
バラツキを抑える方法ですが、まずは動作、そして作業、工程の順番で追っていきます。よく見えることから対象としていくのです。そして一番やりやすいところから始めます。動作分析は、繰り返し観察することで多くのバラツキを発見できます。手法としては時間観測、移動する形跡を動線で表す方法、ビデオ撮影などがあります。部品や治工具の置き方や方向、作業順番化、手元化、インライン化の部品投入の最小化などで対応できます。これを繰り返して、さらに時間や動作のバラツキを少なくして安定化していきます。動作から作業、そして工程まで対象範囲を広げていきます。これは非常にやりやすいものですから、多くの人に参加してもらい、改善ができるという自信を身につけてもらいます。
2. まずは5Sと目で見る管理から
観察や改善活動の範囲を、動作や作業から工程間に広げるには、5S活動や目で見る管理に取り組んでいきます。1つの工程自体を改善しても、企業全体には大きく影響はないものですが、これは「1つから2つへ」といった具合に、工場全体や仕入れ先、お客様までをつないでいく出発点となっていきます。どんな大きなことでも、小さな一歩を確実に踏み出すことが大切です。それがセオリーの大切さでもあります。
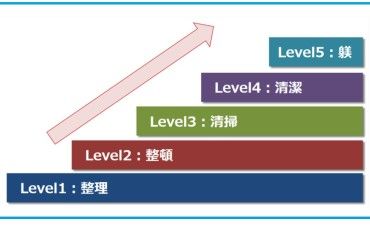
5Sは、多くの人が整理、整頓、清掃、清潔、躾(しつけ)という順番で覚えていますが、実際にはこの順番にはムダが多くあることをご存じないのです。整理して不要なモノをなくし、すぐに必要なモノを整頓して収納してしまうと、棚面や置き場の清掃が非常にやりにくくなります。一度収納したものをどけて清掃をして、再度整頓して収納するという二度手間が発生してしまうのです。このため著者が推薦するの方法は、整理したらすぐに清掃して、必要なモノを出し入れしやすくして、さらに「整頓」に表示・標識もセットで加える方法です。5Sの順番にしても、このようにセオリーがありますが、知っているのと知らないとでは効率に大きな違いが生じてきます。
5S活動と一緒に取り組んで頂きたいのが、目で見る管理です。これは正常作業ではなく、異常作業だけを管理してすぐにアクションを取り、正常作業に戻すといった取り組みです。異常がすぐに見て分かるようにし、その異常に対してどのようなアクションをとればよいのか明記しておくと、誰でも対応が的確にできるようになります。
1つの工程が改善できたら、前後の工程を1つずつつないでいきます。工程をつなぐことで、仕掛けやリードタイムが削減できるようになります。ただし工程をつなぐ時には、従来あった工程間の仕掛けの問題が顕在化してきます。そのために工程間の新しい約束事が必要になります。サイクルタイムが違うことが多いので、その対処法や置き方、タイミングの取り方なども調整する必要があります。
3. 改善サイクルを循環させる
工程間をつないでいくと、次第に流れができてきますが、次に必要になるのが標準化です。工程の多工程持ちや多能工化が必要になりますので、誰でも同じように作業ができるよう、工程ごとに標準化が求められます。作業手順や作業時間、さらに作業内容などを明記した標準作業組合せ票や標準作業票、作業のカンやコツなどを分かりやすく表記した「ワンポイントレッスン」の作成など整備を行います。そして「日々その標準に実際の作業が沿っているか」、「もっと良い方法はないか」といった具合に比較していき、その際気付いたバラツキややりにくさなどを改善対象にしていきます。
標準化が進んでいくと、次は平準化の取り組みになります。生産計画自体のバラツキを抑えていくものです。週単位の生産計画をまず、日単位の平均化にしてバラツキを抑えていきます。こうするだけでも、5分の1のロットサイズに削減できます。さらに日単位から1日2回、4回、8回と細分化していくのが平準化です。この平準化を実現するためには、多くの品種の切...