1.取引先のスループットバランス分析
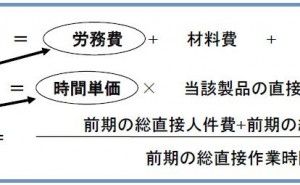
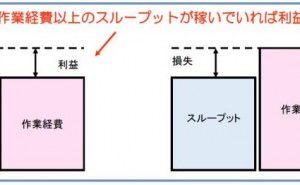
スループット確保が十分でない企業に値下げを迫ると、倒産もしくは廃業する恐れがありますので、この分析は重要です。下図のように、その構造を分析しましょう。
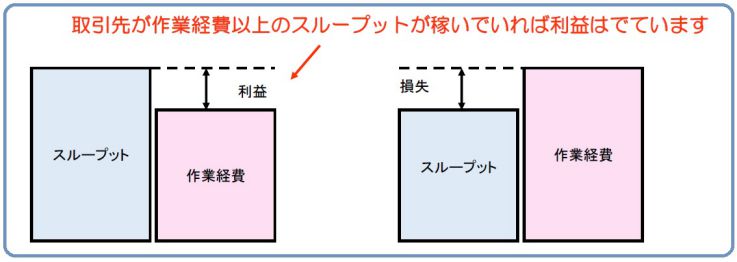
価格交渉にあたっては、取引先のスループットバランス構造を分析することが重要です。次の4点を分析します。
(1)作業経費が高すぎないか
(2)スループットはどうやって稼いでいるのか
(3)スループットの水準は妥当な値か(大きすぎる、小さすぎる)
(4)一人当たりスループット(労働生産性)はどういった状況にあるのか
(2)スループットはどうやって稼いでいるのか
(3)スループットの水準は妥当な値か(大きすぎる、小さすぎる)
(4)一人当たりスループット(労働生産性)はどういった状況にあるのか
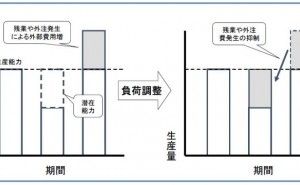
2.自社や取引先のボトルネック工程の把握
ボトルネック工程を把握しているでしょうか。スループット確保のためにボトルネック工程を知り、それをフルに動かす対策に注力することです。以下3点に整理します。
- 組立工程に十分な製造能力があってもボトルネック工程である加工工程の製造能力以上の生産はできない
- 現場改善活動ではボトルネック工程を中心とした製造能力を向上させることが重要
- ボトルネック工程が取引先にある場合は価格交渉以前に能力対策が急務
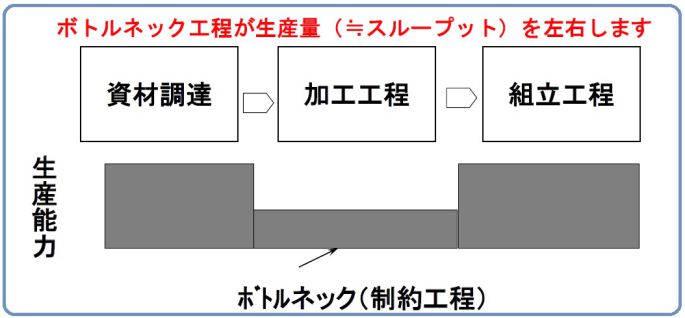
図1.ボトルネック工程解説
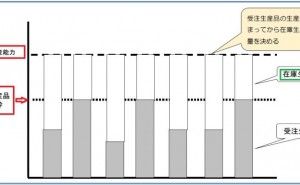
3.在庫を活用することでボトルネック工程をフルに動かす
下図の例では、ボトルネック工程(第4工程)の生産能力以上の生産はできません。そこで、第4工程に次の5点の対応策を考えると、トータルの生産能力が向上します。
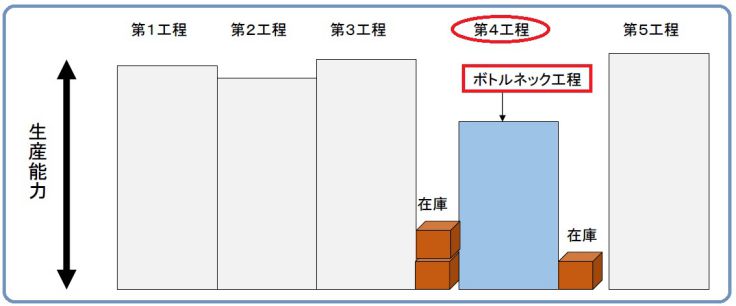
- 第4工程以外の工程では無駄な作業をしない
- 第4工程は段取り替えロスをなくすために無理な小ロット化を進めない
- 第4工程以外はリードタイム短縮、滞留在庫削減にむけて小ロット化を推進する
- 第4工程を中心にした製造計画を作る
- 第4工程の前には安全在庫を置き、第4工程が材料不足で遊ばないようにする
...