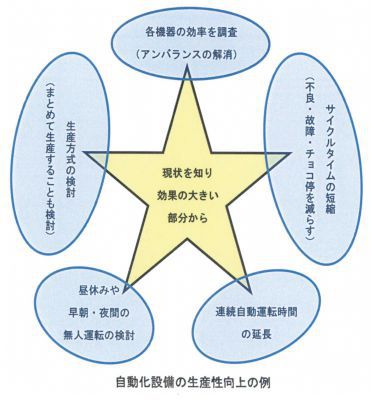
 自動化設備の生産性向上は、やみくもに対策をしてもなかなか効果は上がらないものです。異品種の部品組み立てに複数台のロボットが稼働している設備を例にして、自動化設備の生産性向上について考えてみましょう。
自動化設備の生産性向上は、やみくもに対策をしてもなかなか効果は上がらないものです。異品種の部品組み立てに複数台のロボットが稼働している設備を例にして、自動化設備の生産性向上について考えてみましょう。 まず、各ロボットの効率を調べ、極端に生産性を落としているロボットはないか、そしてそれはどの品種の時かを確認し、その稼働時間を改善してロボットごとのアンバランスを解消します。そのためには、生産性を落としている要因を調べる必要があります。ロボット自身の動きに無駄がある場合もあれば、ロボット周辺装置に問題がある場合もあるでしょう。ロボットの能力が限界の場合は、部品供給装置の台数を増やして、部品供給後の退避時間に次の部品を供給するなど、その周辺装置の能力を上げてロボットをサポートする方法もあります。
次に、故障やチョコ停といった設備を停止させる原因を減らし、極力設備を止めないようにします。チョコ停をなくすのは、なかなか難しいことです。チョコ停はその名の通りすぐに復旧するために、発生回数や停止時間がなかなか表面化しにくいものです。できるだけ記録に残して、対策を講じるようにします。そのためには、発生状況をよく観察して、チョコ停の現象を把握することが必要です。部品がコンベアにひっかかってしばらく空転したのちに自然に流れていくようなチョコ停などは、気付かれないことがあるのでビデオ撮影をするのも良い方法です。ロボットや周辺装置は、一回でも故障をすると復旧までには大幅に時間を要するので、センサーによるモニターや保守計画に基づき、故障する前に各装置の部品を交換することも有効です。
保守計画は、過去のトラブル実績や使用機器の取扱説明書の部品交換周期などを参考にして、交換部品の選定や交換時期を検討します。交換に時間がかかる部品は、休日に交換することを計画するなどして稼働時間を減らさないようにします。受注生産品のような納期のかかる部品を使用している場合は、予備品を持つことも必要です。また、日常点検をすることで、ちょっとした異変に早めに気付くことも重要です。
さらに、昼休みや早朝・夜間に停止要因の少ない品種を選ぶことで無人運転を検討します。無人運転時に設備停止した場合に保守員に警報で知らせたり、設備にあらかじめ故障部分を回避する迂回ルートを設けたりする方法もあります。また、直接の運転時間以外の段取り替えや工具交換の時間を短縮できないか、同じ工具で加工できる品種を連続して流せないかといった検討も、生産性の向上には欠かせない重要なポイントです。当然ながら、対策にかかる費用と効果を念頭に置いて、対策案を選択する必要があります。そのためには、費用・便益分析法や点数評価法、消去法などの各種分析法を用いて対策案を評価します。
また、各品種を受注量に合わせて生産するだけでなく、注文の多い品種によっては一定量まとめて生産することも検討します。それにより、段取り替えや工具交換の回数を減らすことができます。ただし、この方法は過剰な在庫を作り貯めてしまう可能性もあるので、選択は過去の受注量や先の見通しなどをよく検討して決める...











![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















