【習熟曲線効果からみるコストダウンの着眼点 連載記事】
◆習熟曲線効果とコストダウンの着眼点
前回のその1に続いて解説します。今回のその2では習熟曲線効果をもとに、コストダウンの着眼点について考えてみたいと思います。その1で示した習熟曲線効果の要因8項目は、図1のように、生産システムでのインプットとアウトプットに分けることができます。①、②、③、④、⑤は、製品を作るためのインプットに対するコストダウンのためのアプローチであり、⑥、⑦、⑧は、出来上がった製品(アウトプット)からコストダウンを推進するためのアプローチといえるのではないでしょうか。では、2つに分けて考えてみましょう。
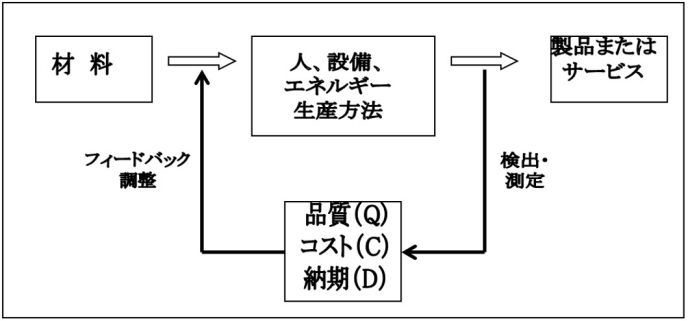
図1. 生産システム
1.インプットへのコストダウン・アプローチ
インプットは、図2のように、製造業における製造の4M に対する改善を指すものです。製造の4M とは、作業者(Man)、設備機械(Machine)、材料(Material)、方法(Method)の英語の頭文字をとったもので、生産活動に必要な要素のことです。製造の4M の作業者、設備機械、材料は、理解していただけると思いますので、最後の方法についてのみ補足しておきます。
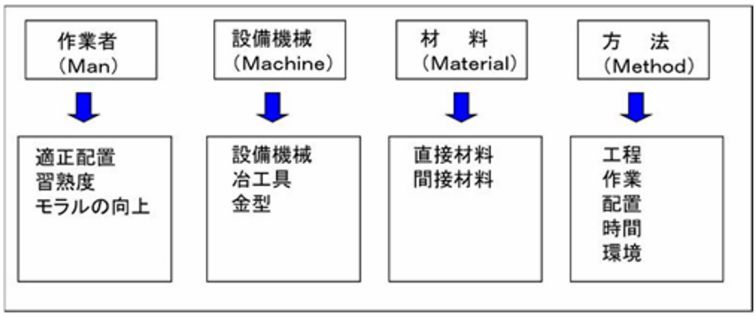
図2. 製造の4M と検討項目例
方法は、製品や部品を作るための作り方を指しています。簡単に言いますと、鋼板に穴をあけるには、ボール盤でドリルを使う、プレスで金型を使う、レーザー加工機を使うなどいろいろな方法が考えられるということです。そして、その中から最適なコストによる加工方法を選択することになります。これが、方法です。図2では、製造の4M とコストダウンの検討対象項目についての参考例を示します。
また、製造の4M に対するコストダウンの改善は、一般にIE(インダストリアル・エンジニアリング、あるいは作業研究)手法が、役立つツールとして活用されています。円高の状況下では、海外の安価な人件費を活用し、コストダウンを図ることが中心になっていました。このため、改善が消極的になっていました。しかし、現在多くの企業では、やはり地道なコストダウンの必要性が再認識され、再びIE の重要性が見直されてきています。図3に、IE の改善手法を紹介します。
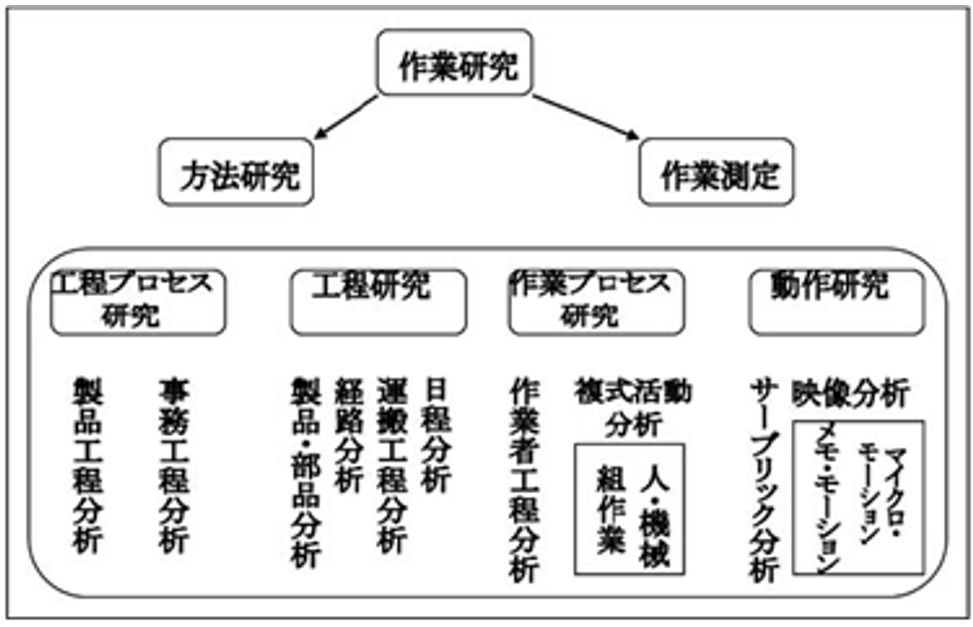
図3. IE における研究テーマ
2.アウトプットへのコストダウン・アプローチ
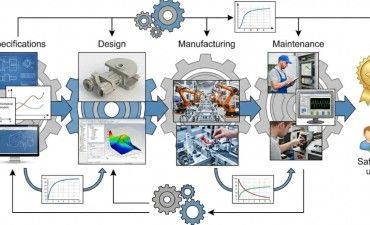
アウトプットに対するコストダウンのアプローチを考えてみましょう。これは、製品が対象になるわけですが、製品化とコストが決まっていく関係を図4に、整理します。
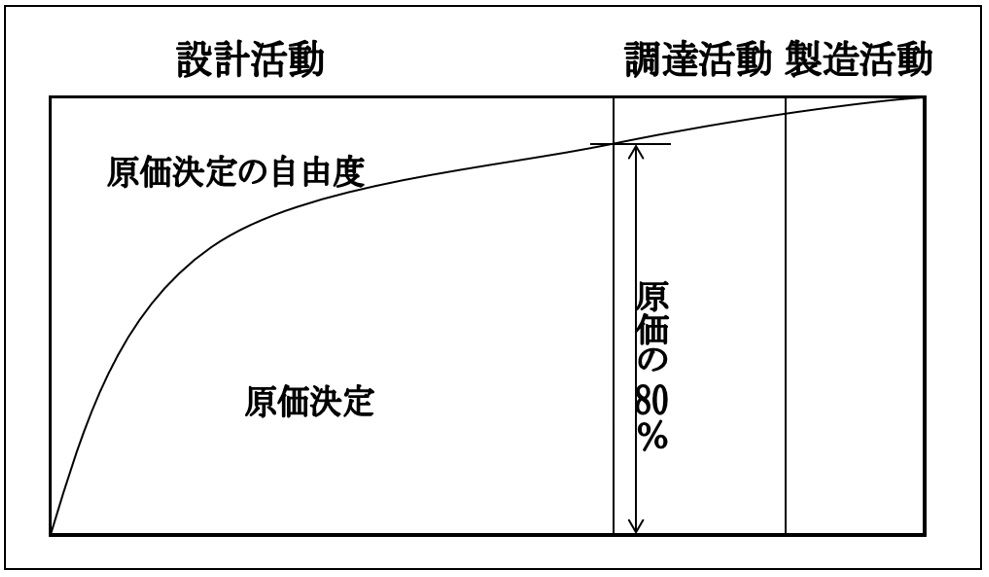
図4. 製品化とコストの決定
製品化とコストの関係は、「設計段階でコストの80%は決まる。」というように設計活動の中でほとんどが決定します。それは、材料の選定、材質の決定、部品形状の決定、寸法と公差の決定など、設計者によって決まることが大半であるからです。
そして、習熟曲線効果でも、製品の標準化、とくに部品の標準化が、コストを引き下げるにあたって、大きな成果を上げたと記載されています。それは、同一部品を1 個作るよりも2 個作った方が、コストが下がるからです。同様に2個よりも3、4 個と、たくさん作った方が、コストを下げることができます。つまり、「量に勝るコストダウンなし」といわれるのは、このことからです。
また、生産ロットの数量を増やすことができれば、コストパフォーマンスの高い工程に切り替えていくことや、より安価に作れる工法へ...