
顧客へのサービスレベルは維持・向上させながら、在庫置き場(スットポイント)をできる限り減らし、企業や組織のオペレーションコストの維持・低減活動を推し進めるサプライチェーンマネジッメントは、企業・組織の取り組むべき課題の一つです。
工場内の10ヶ所に設備があるので、ぞれぞれ10ヶ所に必要な資材や常備品を保管したと仮定します。設備を担当するオペレーターには便利です。しかし、企業として考えた場合、これは在庫増加へと繋がります。なぜでしょうか。同じ品目が複数の場所で保管される可能性があるからです。在庫保管場所数と在庫ボリュームの関係は、次の式で示されます。
X2 = (X1) × √¯ (n2/n1)
下図のマトリックスから、例えば、今5ヶ所に在庫置き場があると考えてみましょう。これを改善して3ヵ所にしますと、23%在庫ボリュームが削減されることが分かります。

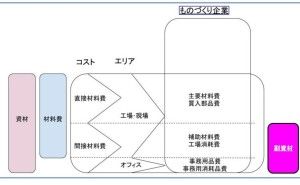
理論的には、在庫の一元化が最善の管理方法といえます。製造企業で考えますと、製造部必要品や事務用品は1か所で集中管理をして在庫や発注をすることにメリットがありそうです。
しかし、現実的には企業規模、在庫品の特性によっては別管理とした方がよいものもあります。動きの速い部品や、オイル、ガスなどの油脂、危険物、大型品などは集中倉庫とは別の場所で管理する方が適している場合があります。また、集中倉庫と現場間の移動時間も考慮する必要があります。
まずは、原材料、スペアーパーツや常備品などの製造部必要品、そして事務用品がそれぞれどこに何点保管されているのか、在庫の洗い出しをおこない、これらの集約活動をおこなうことで在庫の適正化が可能となります。
これはグロ...








![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















