タグチメソッドや品質工学という言葉は、技術者なら大抵聞いたことがあるのではないかと思います。しかし、どのようなものなのかよく知らない、自分の業務に役立つものなのかわからないといった人も多いのではないでしょうか?品質工学(タグチメソッド)とは何か?その概要や考え方、どのようにものづくりの課題解決に役立つのかについて解説します。
【タグチメソッドのエバンジェリスト・田口伸氏のオンデマンドセミナーはこちら】
品質工学(タグチメソッド)とは?
品質工学(タグチメソッド)とは、技術開発や製品開発、工程設計・工程管理を効率的に実施するための手法群です。その中核となるのがパラメータ設計(ロバスト設計)で、新技術や新製品の機能の安定性(ロバスト性)を開発設計段階で確保することで、使用現場でのさまざまな条件のもとでも不具合・故障を起こさないようにするものです。また生産段階での品質工学としてオンライン品質工学、情報処理の分野を扱う品質工学としてMTシステム(マハラノビス・タグチ・システム)があります。
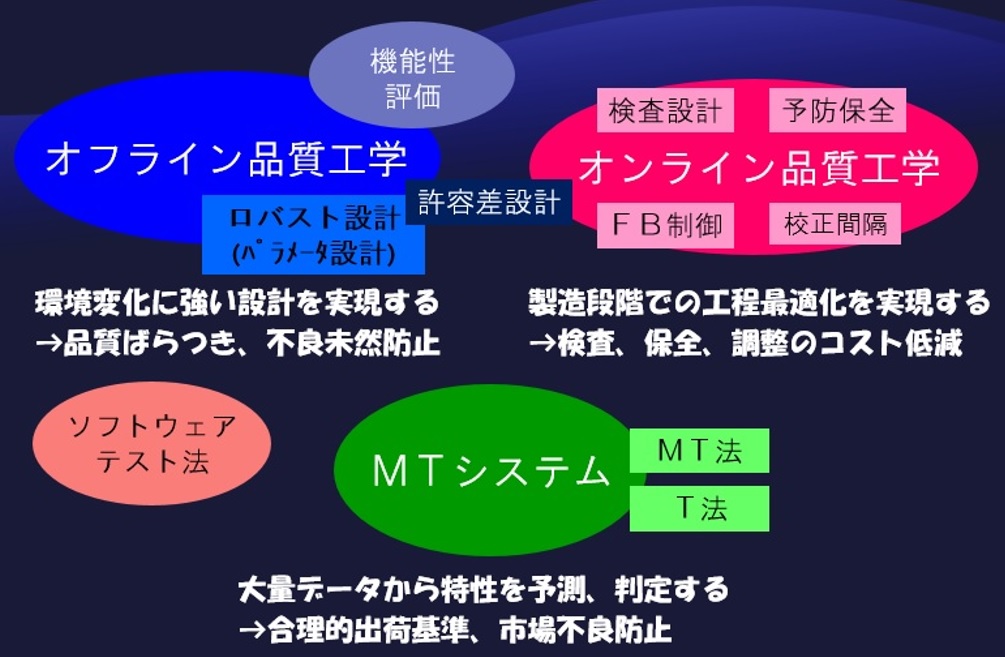
【図1】 タグチメソッドの全体像
(ものづくりドットコム解説記事「品質を設計から作り込む方法タグチメソッド(その1)」より引用)
「タグチメソッド」の名前の由来
品質工学は、考案者である日本の工学者・田口玄一博士にちなんでタグチメソッド(略してTM)とも呼ばれます。田口博士は1950年代に伊奈製陶(現:INAX)で実施した品質改善経験を原点として品質工学の手法を構築しましたが、この手法がアメリカで高く評価され、1980年にゼロックス社のドン・クロージングによりタグチメソッドと命名されました。このような経緯から海外ではタグチメソッドと呼ぶほうが一般的で、近年では日本でもこちらの呼び方がポピュラーになってきています。
品質工学のパラメータ設計とは
品質工学のパラメータ設計とは既に述べたように品質工学の中核となる考え方と手法で、ひとことで言えば「設計直後から良品が製造できる」仕組みです。
製品や技術の機能に影響を与える要因(ノイズ)は、製造工程の条件変動やユーザーの使用条件・環境の違い、製品の摩耗や経年劣化などさまざまなものがあります。どのような製品や技術においても必ず何らかのノイズが存在します。それらのもとでも安定して機能を発揮できることが、良い品質の条件です。
材質や部品の要求精度を上げたり製造工程での管理を厳密化したり、またユーザーの使用条件を制限したりすればある程度はノイズを低減することができますが、それらはコストアップやユーザーの便益低下を招き、製品や技術の価値を損ねてしまいかねません。
そこで、開発や設計の最初からノイズの存在を前提として、ノイズがあっても安定して機能する、耐ノイズ性に優れた製品や技術を作り込むために考えられた手法が、品質工学のパラメータ設計(ロバスト設計)です。ちなみにロバスト(robust)とは「強固な」という意味の英語です。
品質管理との違い
品質工学と似た言葉に「品質管理」があります。品質管理は、製造工程で不具合を発生させないために「ノイズを管理・排除」することに重点を置き、不良品が出にくい製造方法や不良品を発見しやすい検査方法の採用などの手法をとります。
いっぽう品質工学は「ノイズがあることを前提に技術・製品の安定性を確保する」ことに重点を置きます。製造工程において環境・治工具・作業方法のばらつきなどのノイズがあっても、それらに影響されにくい設計をすることで不良品の発生を防ぎます。
また品質工学において考慮するノイズには、製造工程のものだけでなく市場に出てからの環境やユーザーの使い方によるものも含まれます。技術・製品がライフサイクルを通して安定して機能するように作り込むのも、品質工学の重要なポイントです。
実験計画法との違い
品質工学ではツールとして直交表を用いますが、同様に直交表を用いる手法として実験計画法があります。実験計画法は、統計的手法によって少ない実験回数で因果関係を把握する手法であり、あるパラメータの結果に対する影響度を調べることが目的です。
いっぽう品質工学では、主にばらつきの条件を細かく整理するために直交表を用います。それを踏まえたうえで、品質工学に含まれる各種の技法を駆使してばらつきを抑える実験を行います。パラメータの影響度を調べるだけでなく、結果改善のためにはパラメータがどの水準を取ればいいのかを求めることが目的となります。
品質工学(タグチメソッド)の基本的な考え方
品質工学における品質は「ばらつきのない理想状態にどれだけ近いか」で評価されますが、必ずしも理想状態を実現しようとするわけではなく、ばらつきが大きくなる要因を求め、その要因による影響を許容範囲に抑えることに主眼があります。
また一般的な品質管理では品質を「顧客が求める特性との合致度」で考えるのに対して、品質工学では「品質活動は経済性とつながりを持たせるべき」という考え方に立ち、品質を「製造工程も含めた社会全体の損失金額」としてとらえます。
開発の上流段階でロバスト性の高い技術を確立することで、製品設計以降のフェーズでの手戻りを防止し、市場での不具合・故障も未然防止し、メーカーにとってもユーザーにとっても損失が少なく利益をもたらすことが、品質工学の目的となります。
このような基本的考え方に立脚していることで、品質工学は単なる手法としてだけでなくものづくりに関わる思想としても高く評価されているのです。
品質工学(タグチメソッド)のメリット
技術開発や製品開発・設計、生産技術開発の各段階で品質工学を適用することで、QCDにわたる以下のような3つのメリットを得ることができます。
Q:クレームの低減
C:コストの削減
D:開発期間の短縮
1) クレームの低減
既に述べてきたように、品質工学では製造時および市場での使用時に発生するノイズの存在を前提に技術・製品の安定性を確保するパラメータ設計が基本となります。そのため市場におけるクレームを未然防止することができます。このことはリピート購入やブランドイメージの向上にもつながります。
2) コストの削減
品質工学の適用で、まず製造工程の不良対策のコストを削減することができます。品質工学では製造工程でのノイズの存在を前提に不良品が出ないように設計を行うので、製造ロスや手直しのコスト、製造方法や設備、品質管理方法の変更のコストが発生しにくくなります。
また出荷後の不良発生による手直しや回収には製造工程での手直し以上に多額のコストが発生しますが、品質工学では市場でのノイズも前提としているため、こちらも削減することができます。
3) 開発期間の短縮
品質工学の適用によって上流段階で技術の安定性を確保することで、開発・設計段階での詳細検討や問題発生による手戻りを低減し、開発期間を⼤幅に短縮することができます。また開発された安定性の高い技術を類似製品の開発にも横展開できるので、ある製品だけでなく開発部門全体の⼯数も削減し、開発期間を短縮できます。
品質工学(タグチメソッド)適用で変わること
従来の製品開発プロセスでは、品質問題の対策の多くが設計~試作の段階で行われています。このようなプロセスでは、設計図から作った試作品で評価すると品質問題が見つかり、その対策で設計を修正して再度試作評価すると、今度は別の問題が見つかるといった手戻りのサイクルが収束せず開発期間が延びてしまう、という事態が発生しがちです。
ここで品質工学を適用すると、技術・製品の開発段階で機能の安定性を予測して作り込むことで試作評価以前の段階で品質を確保でき、先に述べたように短期間での製品開発が実現できます。
また、製品開発・設計以前の要素技術開発の段階で市場での機能の安定性確保を考慮した開発を行うことで新技術を活用した製品の品質リスクを低減し、イノベーションの創出に大きく寄与することができます。
品質工学(タグチメソッド)におけるパラメータ設計手法の特徴
品質工学の中核となるパラメータ設計手法について、少し細かく見ておきましょう。パラメータ設計手法には次のような特徴があります。
1) まず製品の使⽤環境や使用条件の変動など各種ノイズに対してロバストな状態を確保し、その後に理想的な性能に合わせていくという設計プロセスを踏む。
2) 技術・製品の機能の耐ノイズ性評価のために、SN⽐という尺度を使う。
3) 技術・製品の機能をばらつかせるノイズを予め取り除くのではなく、耐ノイズ性を評価するために実験に盛り込む。
4) 直交表に多くのパラメータを割付けて実験、評価し、効率よく最適条件を求める。
5) 最適条件を求めたうえで現⾏条件からの利得を推定し、市場での再現性を確認実験で検証する。
品質工学についてより深く学ぶなら
ものづくりドットコムでは、品質工学(タグチメソッド)の基礎から、詳細な考え方と手順、応用事例まで、記事やセミナーを多数紹介しています。ものづくりの課題解決に品質工学を取り入れる手掛かりに、ぜひ活用してください。
【タグチメソッドのエバンジェリスト・田口伸氏のオンデマンドセミナーはこちら】
【品質工学(タグチメソッド)の解説記事はこちら】
【品質工学(タグチメソッド)の事例記事はこちら】
【品質工学(タグチメソッド)のセミナーはこちら】
まとめ
品質工学(タグチメソッド)とは、技術開発や製品開発、工程設計・工程管理を効率的に実施するための手法群です。新技術や新製品の機能の安定性(ロバスト性)を開発設計段階で確保することで不具合・故障を起こさないようにするパラメータ設計(ロバスト設計)を中核に、生産段階でのオンライン品質工学、情報処理の分野のMTシステム(マハラノビス・タグチ・システム)などが含まれます。タグチメソッドの呼び名は考案者の田口玄一博士にちなんだもので、その名のもと、海外でも高く評価されています。
品質工学を適用することで、Q:クレームの低減、C:コストの削減、D:開発期間の短縮について大きなメリットを得ることができます。