小規模な設計部門でも導入可能で、効果の上がるFMEA手法について解説します。膨大な資料を作成するFMEAは、中小企業にとって現実的では有りません。また、FMEAは「不良低減のためのツール」ではありません。本来の目的である「市場に於けるリスクの低減」は十分に理解されておらず、多くの企業で間違った解釈のもとに実施されています。FMEA導入で陥り易い過ちと、導入を成功させる7つのポイントについて解説します。

取引先の要求で、FMEAを導入したいという企業も多いと思います。しかし、取引先は、何を期待してFMEAの導入を求めているのでしょうか。また、自社でこれから導入する場合も、なにを目的としてFMEAを導入するのでしょうか、目的を明確にする必要があります。FMEAを導入したがうまく運用ができていない、また、これから導入したいが、何を注意すればうまく導入できるのかよくわからないという企業にとって理解が必要な7つのポイントをまとめました。
ポイント1:FMEAは何を目的として導入するのか
FMEAは想定外の故障や事故を事前に洗い出し、対策する手段として用いられるのであり、既知の不具合、または再発が想定される(可能性がある)不具合はFMEA解析の対象外です。つまり、仕様確認漏れ、部品選定誤り、過去の同様トラブル対策の適用漏れなどの設計ミスや設計手順飛ばし、設計検討不足、ポカミスによる不具合の洗い出しは、FMEAの対象外です。このような場合はまず、設計ミスが起きる原因となっている設計工程、設計手順の問題点を洗い出し、改善を行うことが必要です。
ポイント2:ボトムアップの解析とは
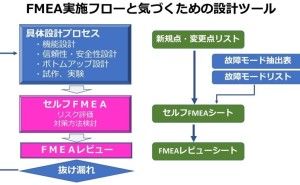
一般的に、不具合の予防対策は、設計流用度が高い製品では、既知の問題(過去トラ)が起きないように、対策を行います。これは、従来から良く使われる設計方法であり、トップダウンの事象の発生する原因を突き止めあらかじめ対策を講じます。それに対して、FMEAは、特に新規性の高い製品設計において、未知の不具合(故障や事故)を洗い出すための手法であり、既知の不具合を起点とするトップダウン解析とは異なります。新規性が高い設計では、部品や材料の故障モード(劣化や破損などの構造的破壊)をリストアップし、そのそれぞれの故障モードから、装置・システムがどのような故障や事故を引き起こすかを洗い出します。これをボトムアップ解析と呼びます。
ポイント3:故障モードとは
設計(design)とは、これから作るものに必要とされる機能や性能、信頼性などを満たすため、どのような部品やコンポーネントが必要で、どのように組み合わせて作るのかを仕様として決定することです。その部品やコンポーネントは、特定の使用環境や使用者の使い方によって破壊や劣化を引き起こします。それを故障モードと呼びます。環境変化や使用方法が引金となって、部品の破壊・劣化(故障モード)が発生し、機械の停止や機能不良につながります(故障)。その結果事故や災害が発生することがあります。新規性の高い製品の設計は、このような故障や事故をすべて想定するには困難が伴います。そこで、故障モードを出発点として製品の事故や故障をすべて洗い出します。(ボトムアップ解析)なぜ故障モードを起点とするのかと言うと、それは新規性が高い製品でも部品の破壊や劣化などの故障モードは容易に想定がつき、洗い出すことができるからです。
ポイント4:流用度の高い製品の解析手法は
流用度が高い製品の設計は、過去の品質情報、過去のトラブル事例を基にその対策がフィードバックされているかどうかを検証すれば、解決する問題が多いと考えられます。この場合FTAや、リスクアセスメントの手法がフィットします。従ってFTAを実施した後に、想定外の不具合が発生しないかどうかをFMEAにて解析します。設計工程で、これらの手法をうまく使い分けて、最も効果的な方法で実施する必要がありますが、現状では、このような考えで設計を行っている企業は少ないと言えます。
ポイント5:FMEA解析の進め方の問題とは
一般的な解説書では、FMEAを実施する際は、4、5人のチームを結成して実施対象の製品の故障モードをすべて列挙して、それぞれの故障モードに対する対策が十分かどうかを検討すると書かれています。しかしながら、このような方法で本当に解析は可能でしょうか。中小企業ではこのような効率が悪い方法で設計作業を行うことはほとんど不可能です。設計者はそれぞれ個別に案件を抱えており、一つのFMEAだけに多くの時間を割くことはできません。実際には、各設計者が事前にセルフFMEAを実施し、その結果に抜け漏れが無いかどうかを確認する意味で、複数の関係者が合同で検証するFMEAレビューを実施するという手順を構築することが有効と思われます。また、各部品・材料、コンポーネントの故障モードをあらかじめ洗い出し「故障モード一覧表」を作成しておくことが求められます。
ポイント6:RPN評価基準の見直し
10段階のRPN相対評価法は、様々な矛盾を抱えています。どの点数で採点するかは、根拠が不明確であり、主観に頼らざるを得ません。自動車、家電、機械、事務機など様々な製品の使い方、環境条件に応じた評価方法、基準を独自に定める必要がありますが、これは中小企業にとって、困難が伴います。ここで参考になるのが、リスクアセスメントのリスク評価です。(発生頻度と影響度を各5段階に分ける)FMEAは、これに加えて、故障モードの検出度を加えた3項目の評価を行うように基準を定める方法を推奨します。
ポイント7:設計手順の見直し
FMEAに限らず、各種の手法は、その導入前に、事前に社内の設計工程のどこに組み込むのかを決めておく...